Устройство для сборки резисторов и формовки их выводов, содержащее роторный барабан, на котором размещены рабочие позиции, снабженные механизмами предварительной и окончательной загибки выводов и механизмами их закручивания, известно.
Цель изобретения - повысить производительность работы такого устройства и упростить его регулировку.
Достигается это тем, что механизм предварительной затибки выводов выполнен в виде ножа, охватывающего каркас резистора, а механизм окончательной загибки выводов, снабженный загибочными роликами, управляемыми копирами, связан посредством распорной пружины и направляющего валика с механизмами закручивания выводов, рабочий орган которого выполнен в виде управляемого копирами наконечника с прорезями.
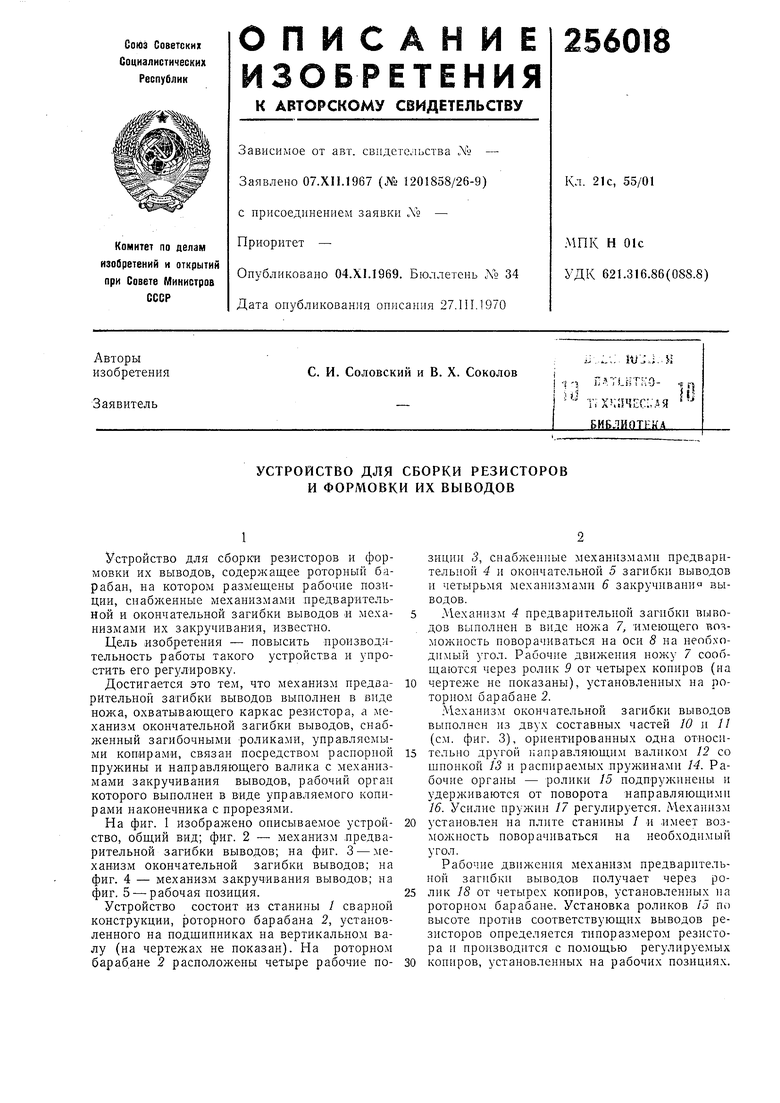
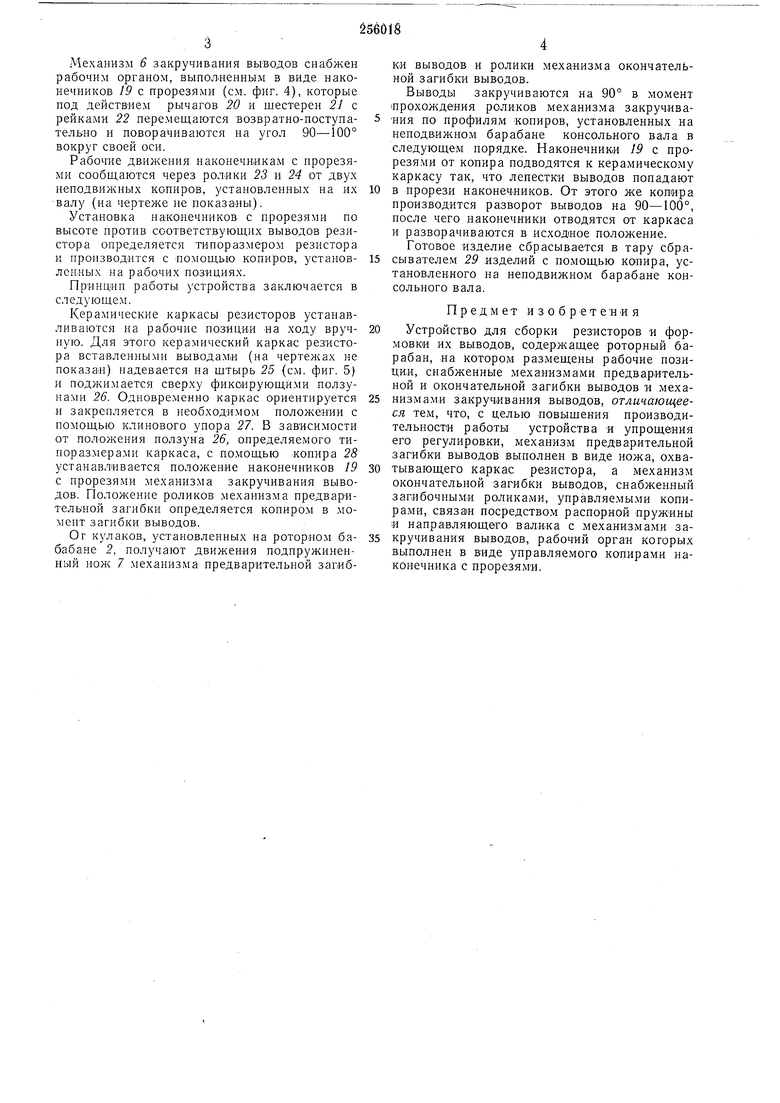
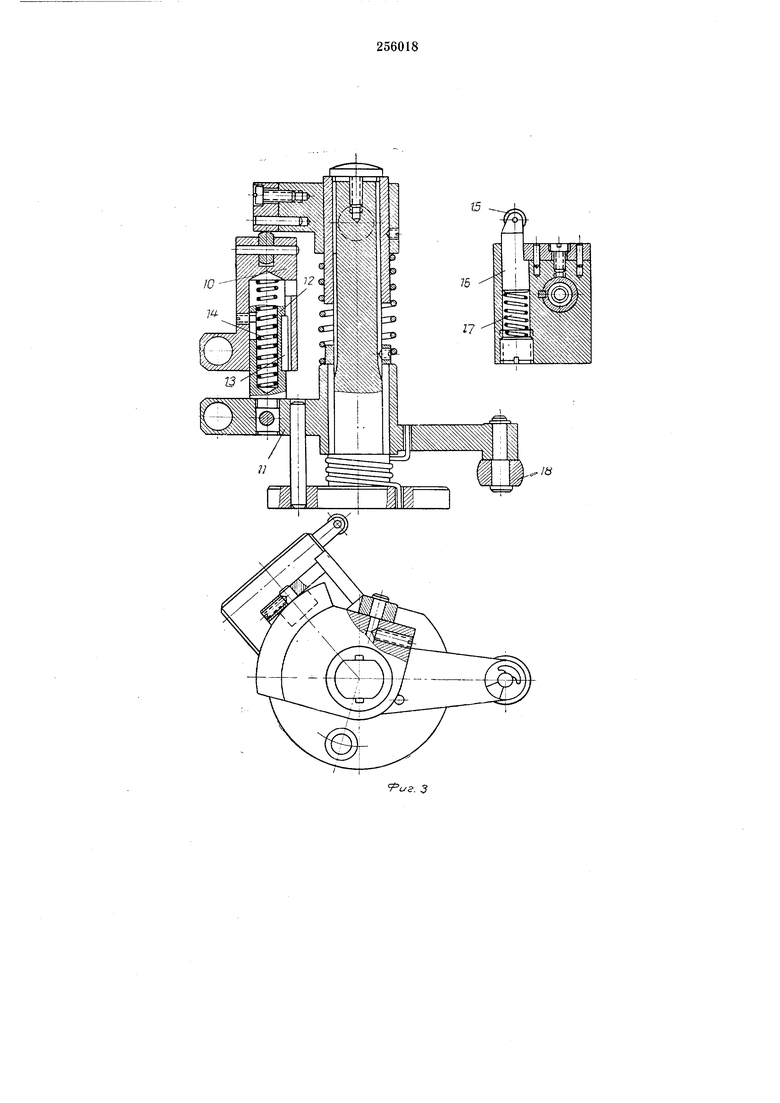
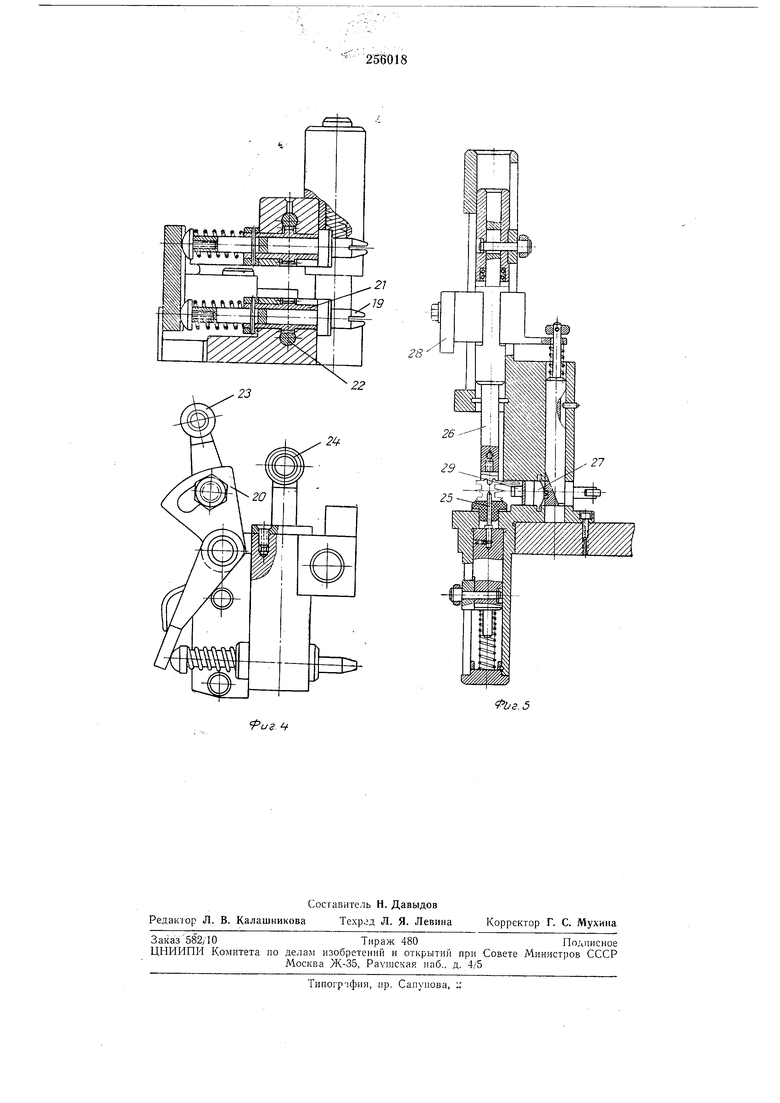
На фиг. 1 изображено описываемое устройство, общий вид; фиг. 2 - механизм .предварительной загибки выводов; на фиг. 3 - механизм окончательной загибки выводов; на фиг. 4 - механизм закручивания выводов; на фиг. 5 - рабочая позиция.
Устройство состоит из станины / сварной конструкции, роторного барабана 2, установленного на подшипниках на вертикальном валу (на чертежах не показан). На роторном барабане 2 расположены четыре рабочие позиции 3, снабженные механизмами предварительной 4 и окончательной 5 загибки выводов и четырьмя механизмами 6 закручивания выводов.
Механизм 4 предварительной загибки выводов выполнен в виде ножа 7, имеющего вочможиость поворачиваться на оси 8 на необходимый угол. Рабочие движения ножу 7 сообщаются через ролик 9 от четырех копиров (на
чертеже не показаны), установленных на роторно.м барабане 2.
Механизм окончательной загибки выводов выполнен из двух составных частей W i It (см. фиг. 3), ориентированных одна относительно другой направляющим валиком 12 со шпонкой 13 и распираемых пружинами 14. Рабочие органы - ролики 15 подпружинены и удерживаются от поворота направляющими 16. Усилие пружин /7 регулируется. Механизм
установлен на плите станины / и имеет возможность поворачиваться на необходимый угол.
Рабочие двинхения механизм предварительной загибки выводов получает через ролик 18 от четырех копиров, установленных на роторном барабане. Установка роликов /J по высоте против соответствующих выводов резисторов определяется типоразмером резистора и производится с помощью регулируемых Механизм 6 закручивания выводов сиабжен рабочим органом, выполненным в виде наконечников 19 с нрорезями (см. фиг. 4), которые под действием рычагов 20 и шестерен 21 с рейками 22 перемеп аются возвратно-поступательно и поворачиваются на угол 90-100° вокруг своей оси. Рабочие движения наконечникам с нрорезями сообщаются через ролики 23 и 24 от двух неподвижных копиров, установленных на их валу (на чертеже не показаны). Установка наконечников с прорезями по высоте против соответствующих выводов резистора определяется типоразмером резистора и производится с помощью копиров, установлен.ных на рабочих позициях. Принцип работы устройства заключается в следующем. Керамические каркасы резисторов устанавливаются на рабочие позиции на ходу вручную. Для этого керамический каркас резистора вставленными выводами (на чертежах не показан) надевается на штырь 25 (см. фиг. 5) и поджимается сверху фикоирующи.ми ползунами 26. Одновременно каркас ориентируется и закрепляется в необходимом положении с помощью клинового упора 27. В зависимости от положения ползуна 26, определяемого типоразмерами каркаса, с помощью копира 28 устанавливается положение наконечников 19 с прорезями механизма закручивания выводов. Положение роликов механизма предварительной загибки определяется копиром в момент загибки выводов. Ог кулаков, установленных на роторном бабабане 2, получают движения подпружиненный нож 7 механизма предварительной загибки выводов и ролики механизма окончательной загибки выводов. Выводы закручиваются на 90° в момент прохождения роликов механизма закручива-НИН по профилям -копиров, установленных на неподвижном барабане консольного вала в следующем порядке. Наконечники 19 с прорезями от копира подводятся к керамическому каркасу так, что лепестки выводов попадают в прорези наконечников. От этого же копира производится разворот выводов на 90-100°, после чего наконечники отводятся от каркаса и разворачиваются в исходное положение. Готовое изделие сбрасывается в тару сбрасывателем 29 .изделий с помощью копира, установленного на неподвижном барабане консольного вала. Предмет и з о б р е т е Н « я Устройство для сборки резисторов и формовки их выводов, содержащее роторный барабан, на котором размещены рабочие позиции, снабженные механизмами предварительной и окончательной загибки выводов и механизмами закручивания выводов, отличающееся тем, что, с целью повышения производительности работы устройства и упрощения его регулировки, механизм предварительной загибки выводов выполнен в виде ножа, охватывающего каркас резистора, а механизм окончательной загибки выводов, снабженный загибочными роликами, управляемыми копирами, связан посредством распорной пружины и направляющего валика с механизмами закручивания выводов, рабочий орган когорых выполнен в виде управляемого копирами наконечника с прорезями.
-b
fUa.S