Изобретение относится к области прокатного производства.
Известные способы изготовления арочной крепи состоят из двух этапов: получение требуемой геометрии профиля прокаткой-гибкой с прокатного яагрева; получение требуемых механических свойств крепи термической обработкой с нагревом в .нагревательном устройстве.
Помимо дополнительных затрат, связанных с нагревом под термическую обработку, недостатком -известного способа является коробление профиля при термообработке.
Описываемый способ отличается тем, что порезку производят на ходу перед окончательной догибкой фланцев в арку.
Это позволяет осуществлять все операции с прокатного нагрева.
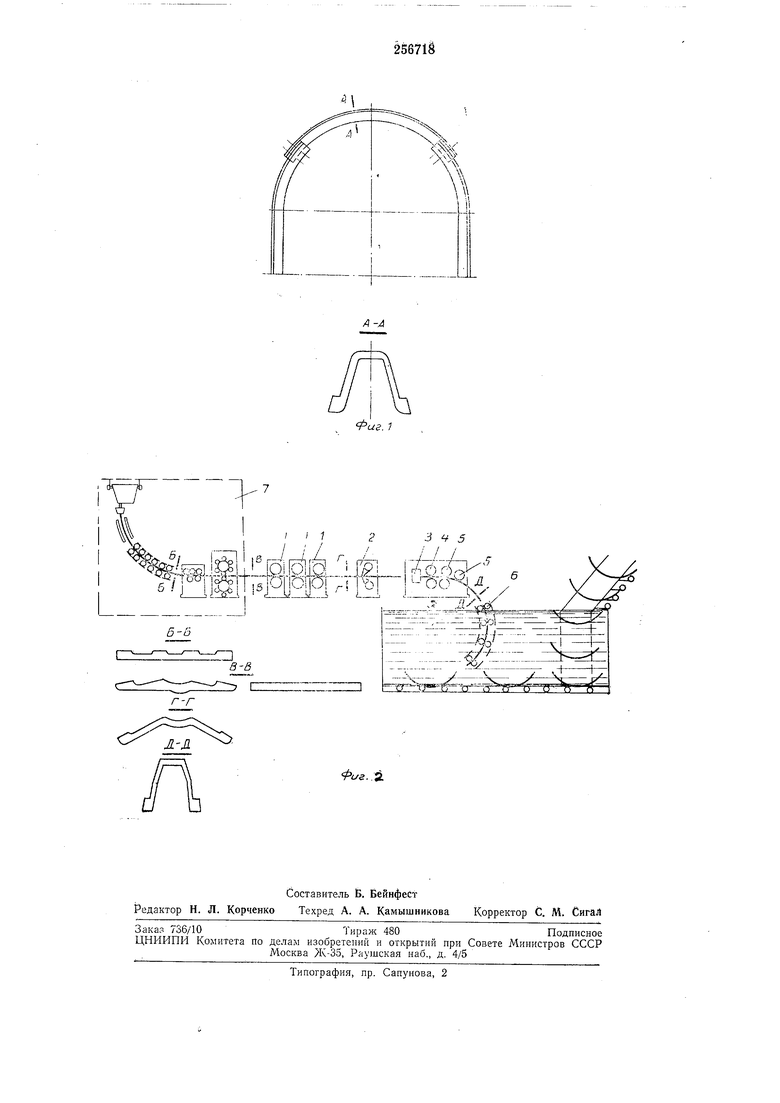
На фиг. 1 показан профиль арочпой шахтной крепи; на фиг. 2 - схема поточной линии по изготовлению крепи.
Нагретую до температуры прокатки (1200-1250°С) плоскую заготовку (сечение В-В) прокатывают с большим разворотом фланцев в непрерывной группе прокатных клетей /, развернутый двили-пдийся профиль
(сечение Г--Г) режут на летучих ножницах 2 яа длины, равные развернутой длине арки, сворачивают в гибочной паре роликов 3, прокатывают с небольшими обжатиями в калибровочной клети 4, производят гибку профиля в арку (сечение Д-Д) на гибочных вальцах 5 и подают на термическую обработку в закалочную машину 6, в которой для предупреждения возможного коробления выполнены
направляющие. Для сокращения количества фасонных пропусков и уменьшения «еравномерности деформации можно осуществлять прокатку из фасонной отливки (сечение Б-Б), получаемой на установке 7 «епрерывНОЙ разливки.
Предмет изобретения
Способ изготовления металлической арочной шахтной крепи, включающий прокатку до номинального размера стенок, порезку, изгиб в арку и термическую обработку, отличающийся тем, что, с целью осуществления всех операций с прокатного нагрева, порезку производят на ходу перед окончательной догнбкой фланцев.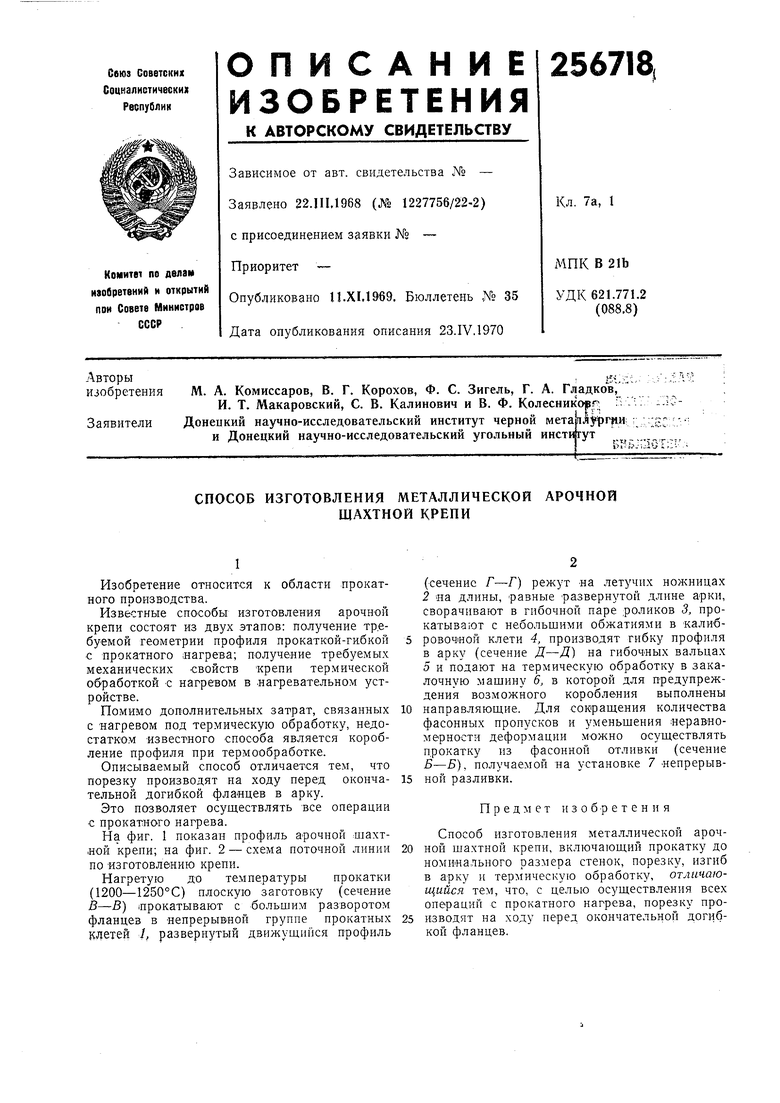
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлической арочной крепи | 1976 |
|
SU599861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ПРОКАТАBCEuCfOoHAH iПА1ЕШШ-Т^5;Ё1гН?ОЙАГ^ | 1971 |
|
SU308076A1 |
| СПОСОБ ПРОИЗВОДСТВА ФАСОННОГО СТРОИТЕЛЬНОГО ПРОФИЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2678722C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2574531C1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЦИАЛЬНОГО ВЗАИМОЗАМЕНЯЕМОГО ПРОФИЛЯ | 2010 |
|
RU2431688C1 |
| ГИБОЧНАЯ РОЛИКОВАЯ КОРОБКА^МШЕНИШ^т;^БИВЛИО' | 1972 |
|
SU323168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛОК СО ШЛЯПНЫМ ПРОФИЛЕМ | 2021 |
|
RU2807300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПУНТОВОГО ПРОФИЛЯ ПОВЫШЕННОЙ ЖЕСТКОСТИ | 2015 |
|
RU2571029C1 |
Фиг. .2.
