Известны комбинированные сортовые прокатные станы, содержащие нагревательную печь, обжимную клеть трио, первую непрерывную группу клетей дуо с выходом на холодильник, шахматную группу клетей, дуо, вторую непрерывную группу клетей дуо с универсальной клетью в конце группы и непрерывный проволочный блок с моталками.
Описываемый стан отличается тем, что перед шахматной группой стана установлены нагревательная печь и клеть трио. Это позволяет повысить производительпость и расширить сортамент стана.
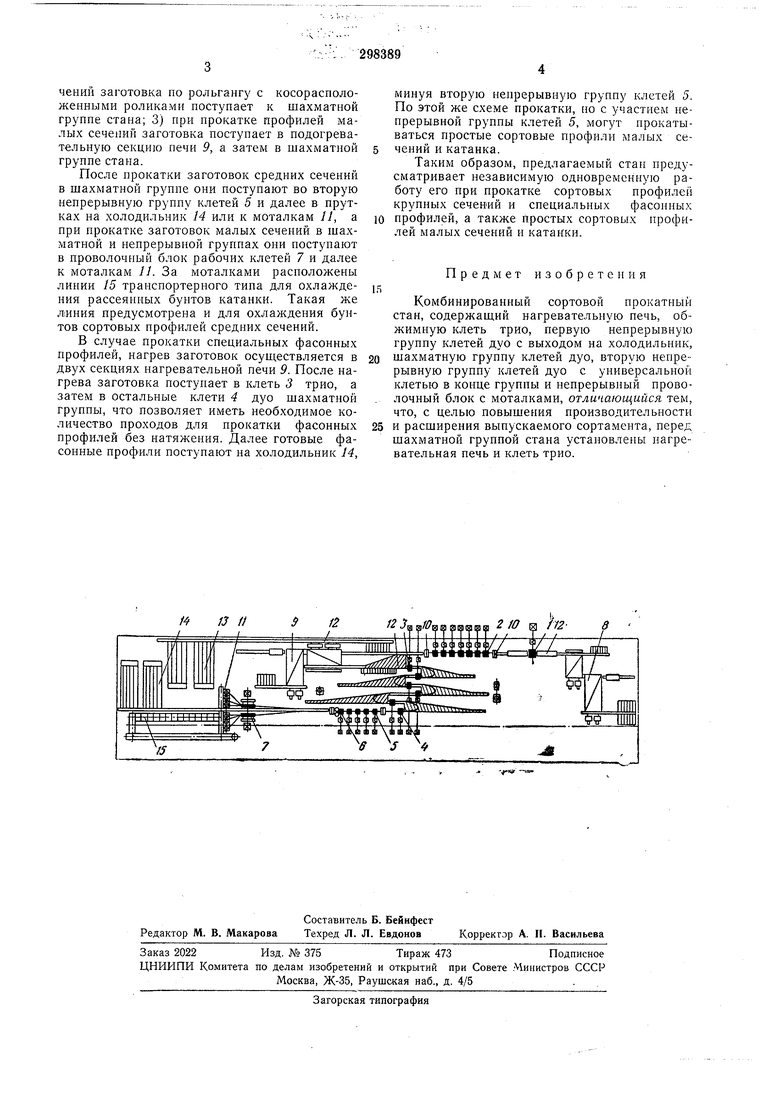
На чертеже показана схема стана.
Стан состоит из следующих пяти групп рабочих клетей; обжимной клети / трио; первой непрерывной группы клетей 2 дуо с горизонтальными и вертикальными валками; шахматной группы из одной клети 3 и нескольких клетей 4 дуо с горизонтальными валками; второй непрерывной группы из пескольких клетей 5 дуо с горизонтальными валками и одной универсальной клети 6; проволочной непрерывной группы из блока трех,валковых клетей. 7 с валками, оси которых расположены под углом 60° друг к другу, либо из.блока клетей дуо с валками, оси которых расположены под углом 45° к горизонтали и под углом 90° к осям валков соседней клети.
двухсекционные печи 8 и 9, из которых первая-8, расположенная в головной части стана, является нагревательной. В этой печи происходит нагрев заготовок для сортовых профилей до температуры прокатки. Вторая печь 9, распололсенная в средней части стана перед шахматной группой, является не только нагревательной печью для прокатки специальных фасонных профилей, но и подогревательной-для прокатки сортовых профилей малых сечен1ий (например, катанки).
Кроме этого стан оборудован режуш,ими средствами 10, моталками )/, рольгангами 12, холодильниками 13 и 14, линией 15 транспортерного типа охлаждения катанки и средствами отделки готовой продукции.
Стан работает следующим образом. Заготовка, нагретая в печи 8, по рольгангу 12 подается к обжимной клети 1 трио, которая позволяет сократить общее количество клетей непрерывных групп стана и иметь резерв увеличения производительности в случае прокатки заготовок в несколько ниток. Далее заготовка поступает в первую непрерывную группу 2 рабочих клетей, а после прокатки в этой группе возможны следующие три технологических марщрута дальнейшего ведения процесса: 1) выдача готовой продукции больших сечений по отводящему рольгапгу 12 на холодильник 13; 2) при прокатке профилей средних сечении заготовка по рольгангу с косорасположенными роликами поступает к шахматной группе стана; 3) при прокатке профилей малых сечений заготовка поступает в подогревательную секцию нечи 9, а затем в шахматной группе стана.
После прокатки заготовок средних сечений в шахматной группе они поступают во вторую непрерывную группу клетей 5 и далее в прутках на холодильник 14 или к моталкам И, а при нрокатке заготовок малых сечений в шахматной и непрерывной группах они поступают в проволочный блок рабочих клетей 7 и далее к моталкам 11. За моталками расположены линии 15 транспортерного типа для охлаждеПИЯ рассеянных бунтов катанки. Такая же Л1ИНИЯ предусмотрена и для охлал дения бунтов сортовых профилей средних сечений.
В случае прокатки специальных фасонных профилей, нагрев заготовок осуществляется в двух секциях нагревательной печи 9. После нагрева заготовка поступает в клеть 3 трио, а затем в остальные клети 4 дуо шахматной группы, что позволяет иметь необходимое количество проходов для прокатки фасонных профилей без натяжения. Далее готовые фасонные профили поступают на холодильник 14,
минуя вторую непрерывную группу клетей 5. По этой же схеме прокатки, но с участием непрерывной группы клетей 5, могут прокатываться простые сортовые профили малых сечений и катанка.
Таким образом, предлагаемый стан предусматривает независимую одновременную работу его при прокатке сортовых профилей крупных сеченИЙ и специальных фасонных профилей, а также простых сортовых профилей малых сечений и катанки.
Предмет изобретения
Комбинированный сортовой прокатный стан, содержащий нагревательную печь, обжимную клеть трио, первую непрерывную группу клетей дуо с выходом на холодильник, шахматную группу клетей дуо, вторую непрерывную группу клетей дуо с универсальной клетью в конце группы и непрерывпый проволочный блок с моталками, отличающийся тем, что, с целью повышения производительности и расширения выпускаемого сортамента, перед шахматной группой стана установлены нагревательная печь и клеть трио.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| Установка для получения сортового проката | 1976 |
|
SU619227A1 |
/ /7 //$ 12 12 Ja 2Ю П2-8
