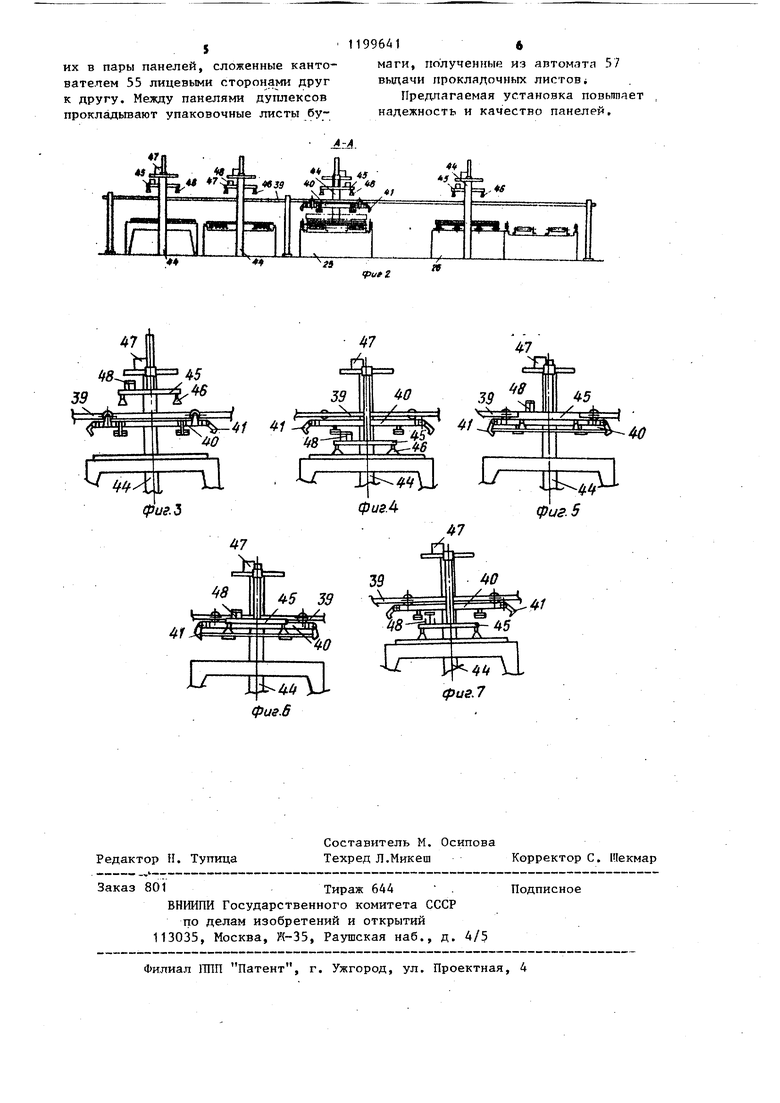
S в 7f WrWA-iK -tf / ffM 1 Изобретение относится к установкам для изготовления слоистых изделий методом прессования, а именно декоративных облицованных панелей. Цель изобретения - повьппение надежности и качества панелей. На фиг, 1 показана схема установки в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3-7 - траверса на дополнительных направляющих в различных рабочих положениях Установка для изготовления панелей из слоистых пакетов содержит две параллельно расположенные линии для получения заготовок слоевj обра зующих панель. Линия для получения заготовок слоев в виде нескольких листов, образующих среднюю часть панели, обра зована последовательно расположенными отпускным механизмЬм 1 ленточного материала, например бумаги, термокамерой 2 для подсушки этого материала, ванной 3 для связующего сушилкой 4, охладительной секцией 5 Механизмом 6 обрезки, механизмом ,загру-зки в виде укладчика 7 и меха низмЬм выгрузки в виде тележки 8 для транспортирования стопированных заготовок. Параллельная линия для изготовления заготовок одиночного лицевого листа также образована последовательно смонтированными отпускным механизмом 9, термокамерой 10, ванной 11 со связующим, сушилкой 12, охладительной,секцией 13, механизмом 14 обрезки, механизмом загрузки в виде укладчика 15 и механизмом выгрузки в виде тележки 16 для транспортирования стопированньп заготовок. Тележки 8 и 16 устайов лены на рельсовые пути 17 и 18, под веденные к станции перегрузки, размещенной в тамбуре 19 с поддувом воздуха, К станции перегрузки через взрьюоопасную перегородку 20 подведен монорельс 21 с грузонесущим тельфером 22, Монорельс 21 размещен также над частком 23 формирования заготовок в пакеты и столом 24 приема набранных пакетов. Кроме того, установка имеет участок транспортирования пресс-комплекта включанщий приемный стол 25 для разборки отпрессованных пресснаборов,- стол 26 набора пресс-комплекта из группы пакетов и пресс41оснастки, состыкованную с последним | поворотную секцию 27, транспортирующий конвейер 28, поворотную секцию 29, транспортирующий конвейер 30, поворотную секцию 31 и подающий стол 32 для формирования из сборок пресснаборов обрабатываемой стопы. Участок транспортирования расположен вокруг пресса 33, имеющего толкатель 34, загрузочную этаж-ерку 35, выполненную соответствующей своими ярусами плитам 36 пресса 33, а также аналогичную разгрузочную этажерку 37 и вытсшкиватель 38 для поочередного вьшода сборок пресс-наборов из стопы. Над приемным столом 25 отпрессованных пресс-наборов и столом 26 набора групп пресс-комплекта прохог дит фронт из основньк подвесных направлякщих 39 манипулирующего механизма в виде носителя 40 с фиксаторами 41, под которым расположены транспортирующий конвейер 42 для отвода отпрессованных панелей и резервный стол 43 элементов пресс-оснастки. Носитель 40 выполнен в виде облегченной рамки с фиксаторами 41 в виде поворотных рычагов для захвата груза, в данном случае панелей, и элементов пресс-оснастки. В местах подъема и опускания грузов расположены дополнительные направляюпще 44, удерживающие траверсы 45 с комплектом присосок 46, для подъема и опускания которых траверсы 45 снабжены приводами 47. Для управления работой присосок 46 траверсы 45 имеют клапаны 48. Транспортирующий конвейер 42 для отбора отпрессованных панелей подведен к кромкоформирующим станкам 49 и 50, за которыми расположен узел.последующей обработки, например станок 51 отделки крепежного слбя. За станком 51 расположен узел 52 контроля, снабженный толкателем 53 и столом 54 бракованных панелей.. После узла 52 контроля размещен кантователь 55 отпрессованных панелей в стык лицевыми сторонами, накопитель 56 формуемых панелей и автомат 57 вьщачи прокладочных листов. Установка работает следующим образом. Отпускные механизмы 1 и 9 линий изготовления заготовок слоев для пакетов заправляют рулонами исходного сырья, например бумаги. В термокамерах 2 и 10 и сушилках 4 и 12 устанав3
ливают требуемый температурный режим После этого исходное сырье подают последовательно в термокамеры 2 и 10 где подвергают предварительной термообработке. Затем сырье подают в ванны 3 и 11 со связующим, из которых оно поступает в сушилки 4 и 12 с последующим охлаждением в охладительных секциях 5 и 13, Механизмы 6 и 14 обрезки разрезают ленты материала на листы требуемого формата. Укладчики 7 и 15 стопируют листы на тележки 8 и 16 механизмов выгрузки. Тележки по рельсовым путям 17 и 18 транспортируют стопированные заготовки к станции перегрузки, размещенной в тамбуре 19 с поддувом воздуха. В тамбуре 19 линии изготовления заготовок отделены от пресса 33 взрывобезопасной перегородкой 20. Затем заготовки транспортируют на участок 23 по монорельсу 21 грузонес5гщим тельфером 22.На участке 23 ИЗ заготовок набирают пакеты для прессования. Набранные пакеты тельфером 22 передают на стол 24 приема набранных пакетов. Пакеты группируют. Из группы пакетов осуществляют набор пресс-комплекта, производимьй на столе 26 за счет ручного комплектования. Из набранных пресс-комплектов формируют сборки. Сборки доставляют к прессу 33 с помощью поворотной секции 27, транспортирующего конвейера 28, поворотной секции 29, транспортирующего конвейера 30 и поворотной секции 31. Подающий 32 и толкатель 34 формируют из сбс5рок стопу. Оформированные стопы подают к прессу , где их вводят в загрузочную этажерку 35. Полученную стопу из этажерки 35 толкателем 34 подают в межплитные пространства и пресс т при подъеме обогреваемых плИт 36. После окончания прессования, стопу выталкивают в разгрузочную этажерку 37. Из этажерки 37 выталкивателем 38 из СТОПЫ вьшодят сборки из отдельных прасЬ-наборов, которые подают на приемный стол 25.
Разборку отпрессованного пресснабора осуществляют одновременно с формованием нового пресс-набора для следующего прессования. Перенос элементов пресс-оснастки пресс-набора осуществляют носителем 40 с фиксйторами 41 грузов. Носитель 40 совершает челночные перемещения по направ996414
ляющим 39. Отобранные панели переносят для дальнейшей обработки на транспортирующий конвейер 42.
Подъем и транспо1 тировку грузов,
например, с резервного стола 43 элементов пресс-оснастки на стол 26 набора пресс-комплектов осуществляют носителем 40, находящимся в верхнем положении. При этом фиксаторы 41
0 в виде поворотных рычагов р,аскрьгоают, по дополнительным направляющим . 44 при помощи привода 47 сквозь рамочный носитель 40 на груз опускают траверсу 45 с комплектом присосок 46.
5 Управляющий клапан 48 присосок 46 закрьшают и они захватьюают груз. Траверсой 45 груз поднимают до уровня рамочного носителя 40, фиксаторы 41 закрьтают и они удерживают груз
0 в поднятом положении. Затем открьгоают управляющий клапан 48 и освобож-. дают груз от присосок 46.
Далее траверсу 45 с присосками 46 приводят в движение приводом 47, поднимая ее выше уровня носителя 40, По основным направляющим 39 носитель 40 с грузом, удерживаемым фиксатором 41, перемещают до следующей требуемой позиции. Укладка груза, например,
0 на резервный стол 43 элементов прессоснастки осзпцествляется после оста-. нЬвки носителя 40 с грузом. Траверсу 45 с присосками 46 приводом 47 отпускают вниз по направлякящт 44. Управляющий клапан 48 закрывают и груз оставляют на столе 43, раскрывая фиксаторы 41. После этого 45 с присосками 46 при помощи привода 47 отводят в верхнее по- ложение по дополнительным направляющим 44. Аналогичным образом осуществляется разборка отпрессованного и комплектование нового пресс-наборов. .
Транспортирующий конвейер 42 для отбора панелей подает их кромко5 формирующему станку 49, на котором осуществляют обработку коротких кромок, а на станке 50 - длинных. Последующую обработку выполняют на станке 51 отделки крепежного Слоя.
Станок 51 оборудован защитой от шума и пыли. Готовую панель подают на контроль в узел 52 и щюверАют соответствие ее требуемым параметрам. Бракованную панель сталкивают толкателем 53 на стол 54. Прошедшие контроль панели подают в .накотштель 56 готовых изделий. На оплание изделий осуществляют путем группирования
,11996А1«
их в пары панелей, сложенные канто- маги, полученные из автом.этл 57 вателем 55 лицевыми сторонами друг вьщачи проклалочных листов к другу. Между панелями дуплексов Предпагаемая установка повышает прокладьгаают упаковочные листы бу- надежность и качество панелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для СБОРКИ ПАКЕТОВ ШПОНА | 1970 |
|
SU278083A1 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Линия изготовления древесного слоистого материала | 1987 |
|
SU1498613A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕЛЕК ПРОФИЛАКТИЧЕСКИХ С ОБОГРЕВОМ | 2006 |
|
RU2361492C2 |
| Устройство для отделения от стопы и подачи листовых заготовок к обрабатывающей машине | 1982 |
|
SU1013045A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2580680C2 |
| Линия изготовления древесных плит | 1990 |
|
SU1778000A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ФАНЕРЫ | 1972 |
|
SU346109A1 |
| Установка для вырубки заготовок изэлАСТичНОгО МАТЕРиАлА | 1979 |
|
SU821187A1 |
УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕП ИЗ СЛОИСТЫХ ПАКЕТОВ, включающая механизм загрузки и выгрузки, столы сборки и разборки пакета с прокладочными листами, механизмы обрезки и загрузки пресса, пресс, стол разборки отпрессованных панелей, расположенная над столами направляющая с носителями, комплект присосок для удержания изделия и средства транспортирования пакета .и готовой панели между узлами, о тличающаяся тем, что, с целью повьппения надежности и качества панелей, она снабжена смонтированной над столами разборки отпрессованных панелей траверсой, несзтцей комплект присосок и установленной на дополнительной направляющей с ВОЗМОЖНОСТЬЮ вертикального перемещения относительно носителя на ПОЗИ1ДИИ разборки стопы панелей, выполненного в виде рамки с фикса§ торами панелей. О)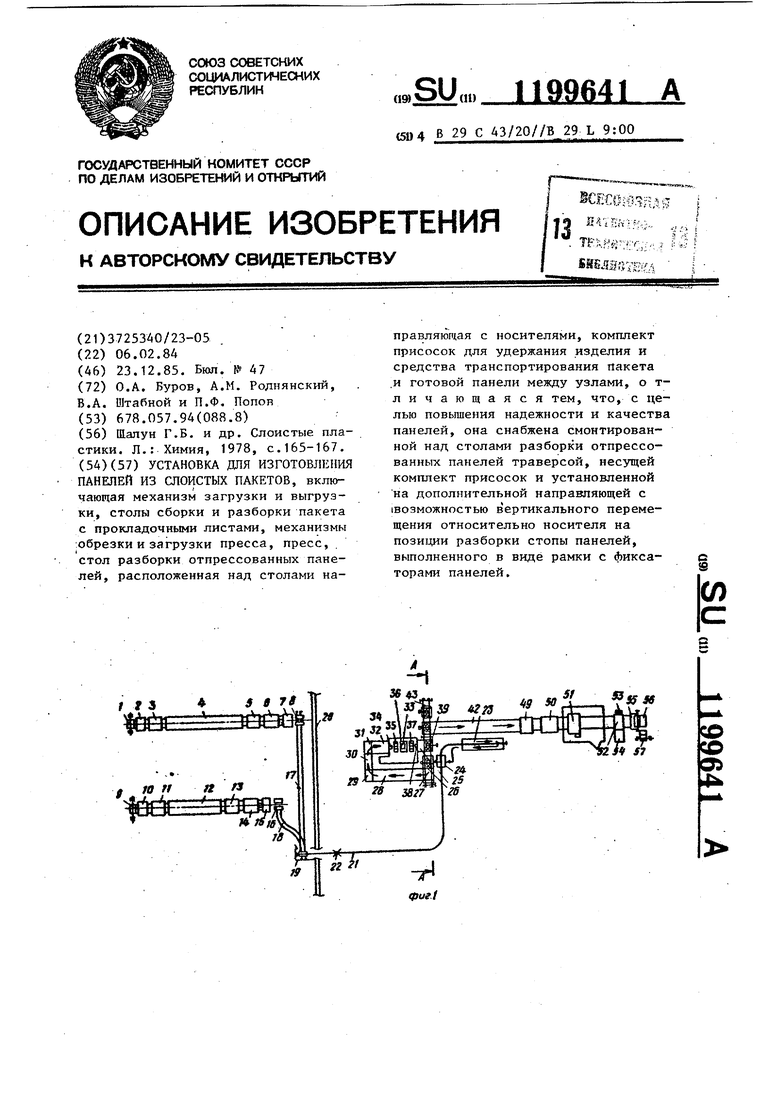
45 39
| Шалун Г.Б | |||
| и др | |||
| Слоистые пластики | |||
| Л.: Химия, 1978, с.165-167 |
