Известны установки для гальванических нокрытий металлических изделий при пи.;:ном погружении их в электролит.
Предлагаемая установка позволяет наносить гальванические покрытия иа крупногабаритные летали и узлы, имеющие форму тел вращения, подвергая изделие хромированию частичным погружением в электролит в пропессе вращения его вокруг оси штаиги, служащей для крепления детали и подвода тока к неподвижному секторному аноду, а катодгный ток подводят при помсщи угольных щеток через шины непосредственно к изделию, что приводит к сиижеиию установочной мощности источников постоянного тока и экономии химикатов.
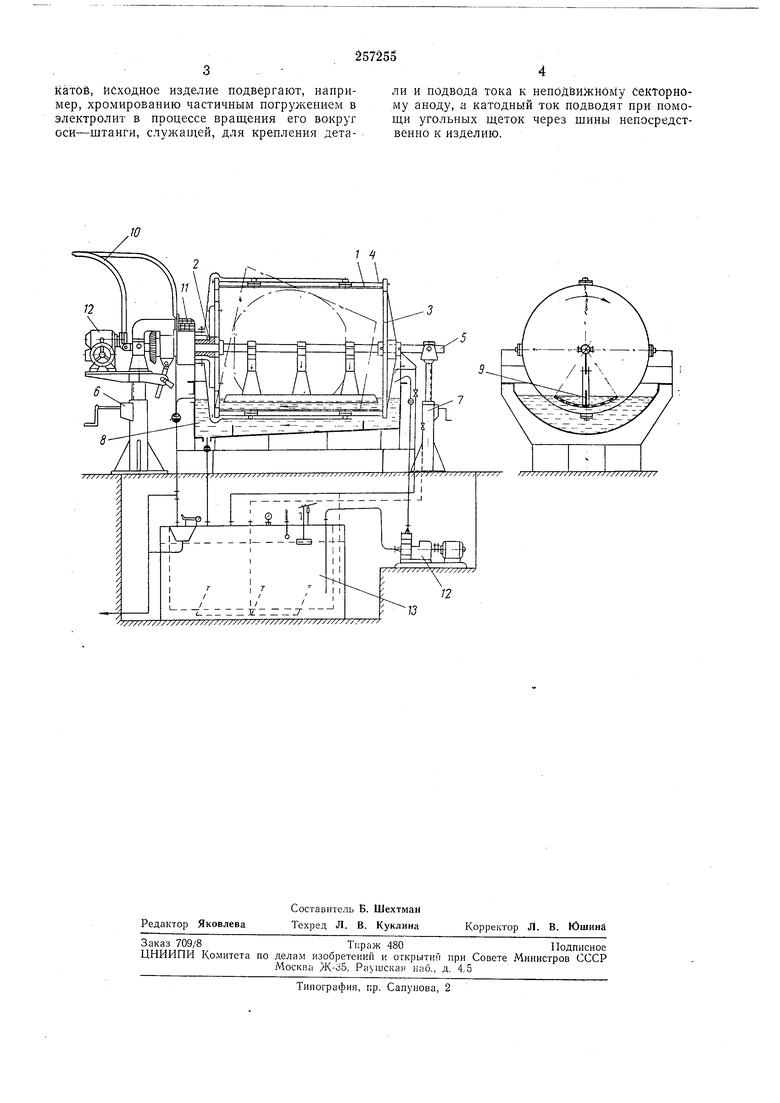
На чертеже изображена схема предлагаемой установки.
Подлежащее покрытию изделие /, диаметром и длиной 2 м и более, закрепляется на стенде между двух съемных дисков - планшайб 2 и 3 стяжками 4 на оси-фтанге 5. Собранное таким образом изделие устанавливается на опорах 5 и 7 над рабочей ванной 8 и скрепляется с приводной планшайбой 2 щпиидельной головки.
Ось-штанга, помимо несущих обязанностей, выполняет одновременно роль проводника тока к секторному аноду 9, размещенному на той же оси. Для этого к выходящему из шпинделя концу оси кренится наконечник токоведущего шлейфа 10.
Катодный ток подводнтся с помоп.1,ью гибкого шлейфа к токоприемнику 11, состоящему из нескольких групп кассет (от 12 до 16 угольных щеток в каждой). Щетки скользят на поверхности токонесущего кольца, посаженного на вращающийся шпиндель, и далее электрический ток подается через шины к иоверхности изделия.
От привода }2, состоящего из электродвигателя, двух типовых редукторов, соединенных последовательно, и нары зубчатых шестерен, шпиндель вместе с изделием получает вращение со скоростью 1-3 об/мин.
В рабочую ванну электролит подается с помощью насосной установки из бака 13.
Данная установка позволяет наносить покрытия, по своим физико-механическим свонствам ие отличающиеся от получаемых в стационарных ваннах.
Предмет изобретения
Установка для нанесения электролитических покрытий на крупногабаритные детали, имеющие форму тел вращения, диаме1ром и длиной 2 м и более, отличающаяся тем, что, с целью снижения устаиовочиой мощности искатоЁ, исходное изделие подвергают, например, хромированию частичным погружением в электролит в процессе вращения его вокруг оси-штанги, служащей, для крепления детали и подвода тока к неподвижному секторному аноду, а катодный ток подводят при помощи угольных щеток через шины непосредственно к изделию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Установка для электролитического нанесения покрытий на длинномерные цилиндрические изделия | 2024 |
|
RU2840882C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТАНОВКА ДЛЯ ХРОМИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2205903C1 |
| Устройство для хромирования наружных поверхностей деталей | 1990 |
|
SU1737030A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Токоподводящее устройство для гальванических ванн | 1981 |
|
SU1015000A1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| Кольцевая гальваническая установка | 1983 |
|
SU1117342A1 |