ч
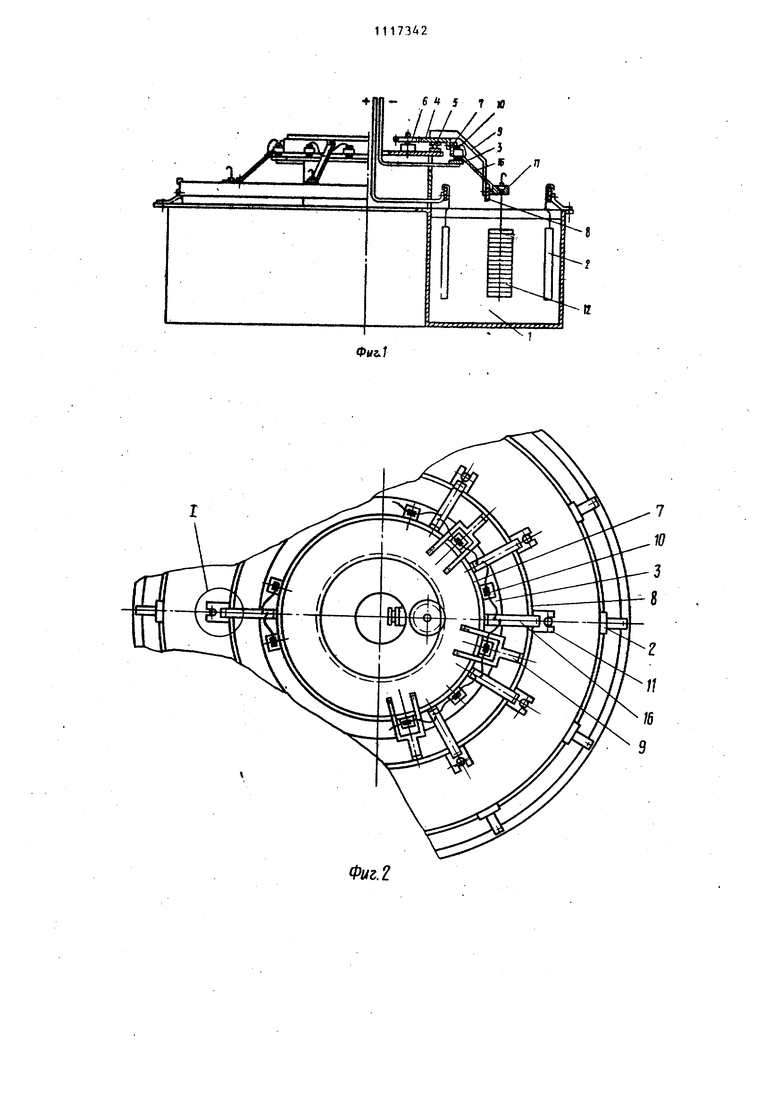
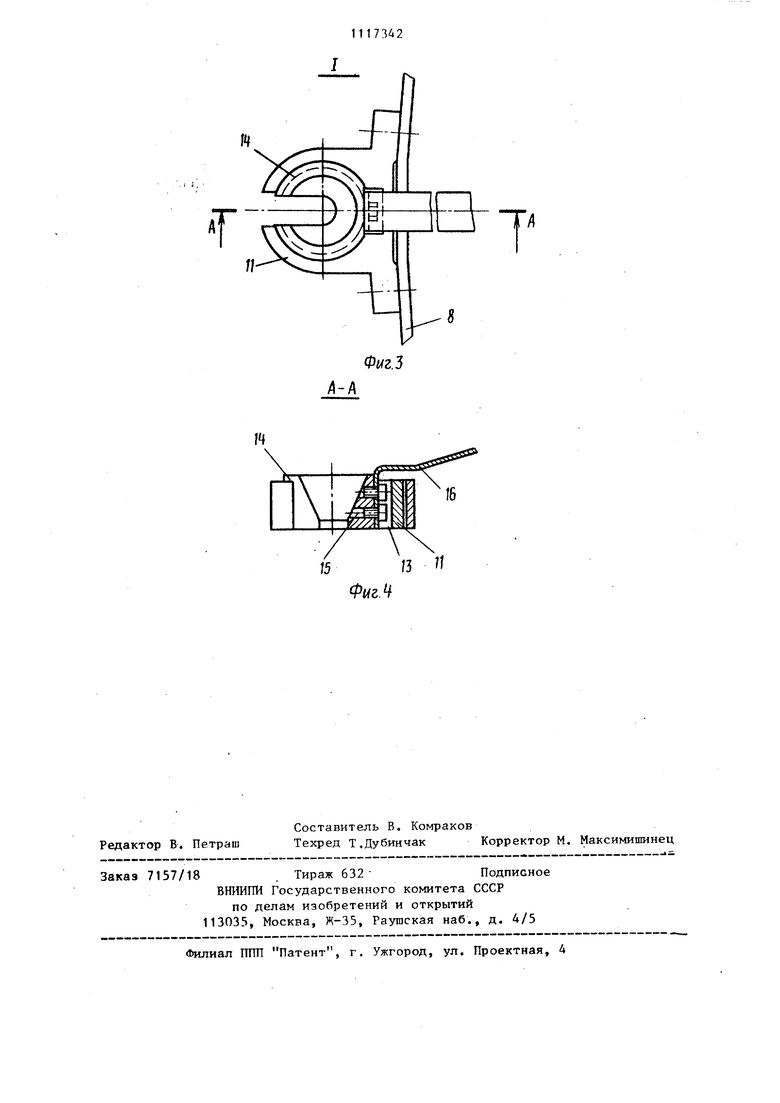
09 Изобретение относится к оборудова нию для нанесения гальванических покрытий, преимущественно для хромирования поршневых колец. Известны кольцевые гальванические установки, в которых подвески с обра бaтывae 4ыми деталями завешены на кол цевой катодной шине и в процессе работы установки перемещаются вдоль кольцевой ванны 1 . Однако в такой установке невозможно осуществлять поворот подвесок вокруг своей оси в процессе обработк что недостаточно для равномерного по крытия колец. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является кольцевая гальваническая установка, содержащая ванну, неподвижную кольцевую шину, соединенную с источником тока, проме жуточную кольцевую несущую щину с токосъемными щетками, катодную кольцевую несущую шину с посадочными гне дами и радиальные шины 2. Технологический ток при работе установки подводится от выпрямительного агрегата к кольцевой неподвиж ной тине, с которой снимается токосъемными щетками при вращении ротора с подвесками. Со щеток ток пере дается через щеточные провода к промежуточной шине,, а с нее через радиальные шины к кольцевой катодной шине, несущей гнезда с подвесками для порщневых колец. Как известно, хромирование является энергоемким гальваническим процессом. Потребляемый технологический ток достигает величины нескольких десятков тысяч ампер. Поскольку в известной установ ке все леречисленные вьппе детали являются токоведущими, они вьтолнены из меди, С этой точки зрения недостатком конструкции известной установки являет ся большая металлоемкость по мели. Цель изобретения - упрощение конструкции путем изменения подвода технологического тока. Поставленная цель достигается тем что в кольцевой гальванической установке, содержащей ванну, неподвижную кольцевую Шину, соединенную с источником тока, промежуточную кольцевую несущую шину с токосъемными щетками, катодную кольцевую несущую шину с посадочными гнездами и радиальные шины, посадочные гнезда выпол нены в виде корпуса и вкладьш1а, причем в корпусе со стороны основания выполнен паз для размещения и крепления на вкладьщ1е одного конца радиальной шины, а наконечники токосъемных щеток закреплены на другом ее конце. В результате из цепи передачи технологического тока от выпрямительного агрегата к подвеске исключены металлоемкие по меди кольцевые шины (промежуточная и катодная) и корпуса гнезд для подвесок. На фиг. 1 изображена кольцевая гальваническая установка, вид спереди; на фиг. 2 - то же, вид сверху, на фиг. 3 - узел 1 на фиг. 2; на фиг. 4 разрез А-А на фиг. 3. Установка состоит из кольцевой ванны 1 с анодами 2, неподвижной медной кольцевой ши(ы 3, соединенной с выпрямительным агрегатом (не показан), ротора А, вращающегося на шариках 5 от привода 6. На роторе 4 установлены кольцевые несущие шины из стали - промежуточная 7 и катодная 8; шина 8 опирается на кронштейны 9. На промежуточной шине 7 закреплены токосъемные медно-графитовые щетки 10, а на катодной шине 8 установлены посадочные гнезда 11 для завешивания подвесок 12 с поршневыми кольцаьш, подлежащими хромированию. Гнездо 11 состоит из чугунного корпуса с пазом 13и медного вкладыша 14 с отверсти,ями 15 для крепления конца радиальной шины 16. При сборке установки на конце ошны 16 закрепляют вкладьппи 14и в собранном виде вставляют в корпуса гнезд 11. При этом конец шины с крепежными деталями размещаются в пазу 13 корпуса гнезда 11. Второй конец шин 16 закрепляют на стальной несущей кольцевой шине 7. На втором конце шин 16 закрепляют проводники токосъемных щеток 10. Во время работы установки технологический ток, подведенный от выпрямительного агрегата к кольцевой неподвижной шине, снимается с нее щетками 10 и через радиальные шины 16 передается непосредственно к вкладышу 14 с подвесками 12, минуя кольцевые щины 7 и 8, и корпус гнезда 1), вьшолняющие в да-нном случае лишь функции несущих конструкций и потому выполненные из стали и чугуна. Экономический эффект выражается в уменьшении расхода меди на детали при изготовлении предлагаемой установки и в упрощении конструкции.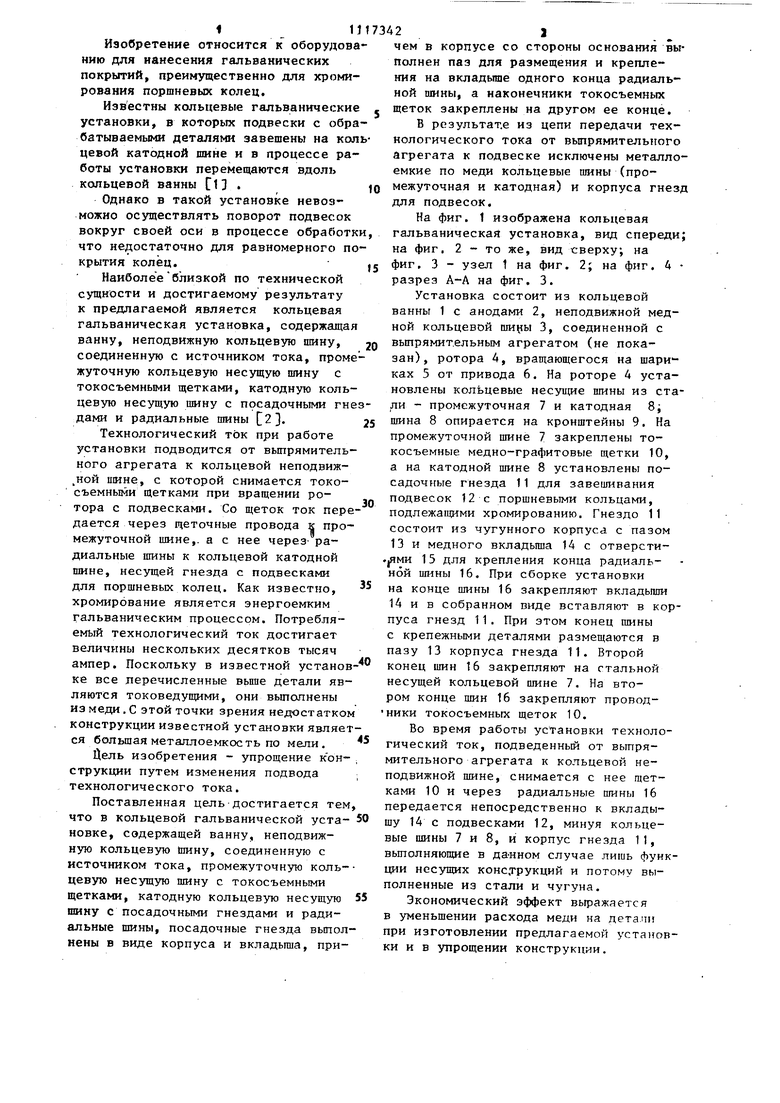
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ДЕТАЛЕЙ ТИПА "ВАЛ" | 2002 |
|
RU2241077C2 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ | 1969 |
|
SU257255A1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Автомат для хромирования элементов пильной цепи | 1979 |
|
SU859487A1 |
| УСТРОЙСТВО для ПОДВЕСКИ ДЕТАЛЕЙ В ГАЛЬВАНИЧЕСКИХ ВАННАХ | 1973 |
|
SU404902A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| Токоподводящее устройство для гальванических ванн | 1981 |
|
SU1015000A1 |
| Устройство для электрохимической обработки мелких деталей | 1982 |
|
SU1126633A1 |
| Линия для электролитической обработки металлических поверхностей | 1981 |
|
SU1129271A1 |
КОЛЬЦЕВАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА, содержащая ванну, неподвижную кольцевую пшну, соединенную с источником тока, промежуточную кольцевую несущую шину с токосъемными щетками, катодную кольцевую несущую шину с посадочными гнездами и радиальные игины, отличающаяся тем, что, с целью упрощения конструкции путем изменения подвода технологического тока, посадочные гнезда выполнены в виде корпуса и вкладьша, причем в корпусе со стороны основания вьтолнен паз для размещения и крепления на вкладыше одного конца радиальi ной шины, а наконечники токосъемных щеток закреплены на другом ее конце. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Линия для упаковки пастообразного продукта в полимерные пакеты и их замораживания | 1980 |
|
SU889539A1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОРИСТОГО БАРИЯ ИЗ ТЯЖЕЛОГО ШПАТА | 1923 |
|
SU480A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вайнер Я.В | |||
| Дасоян М.А | |||
| Оборудование цехов электрохимических покрытий | |||
| Л., Машиностроение, J971, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| . | |||
