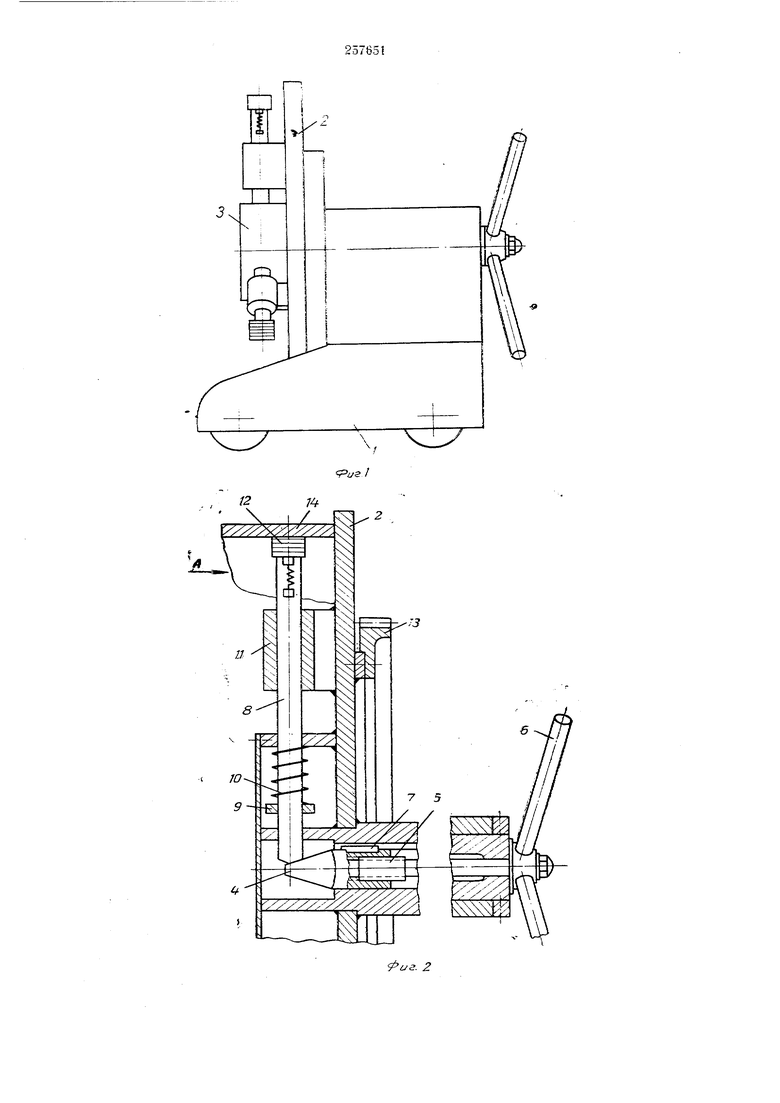
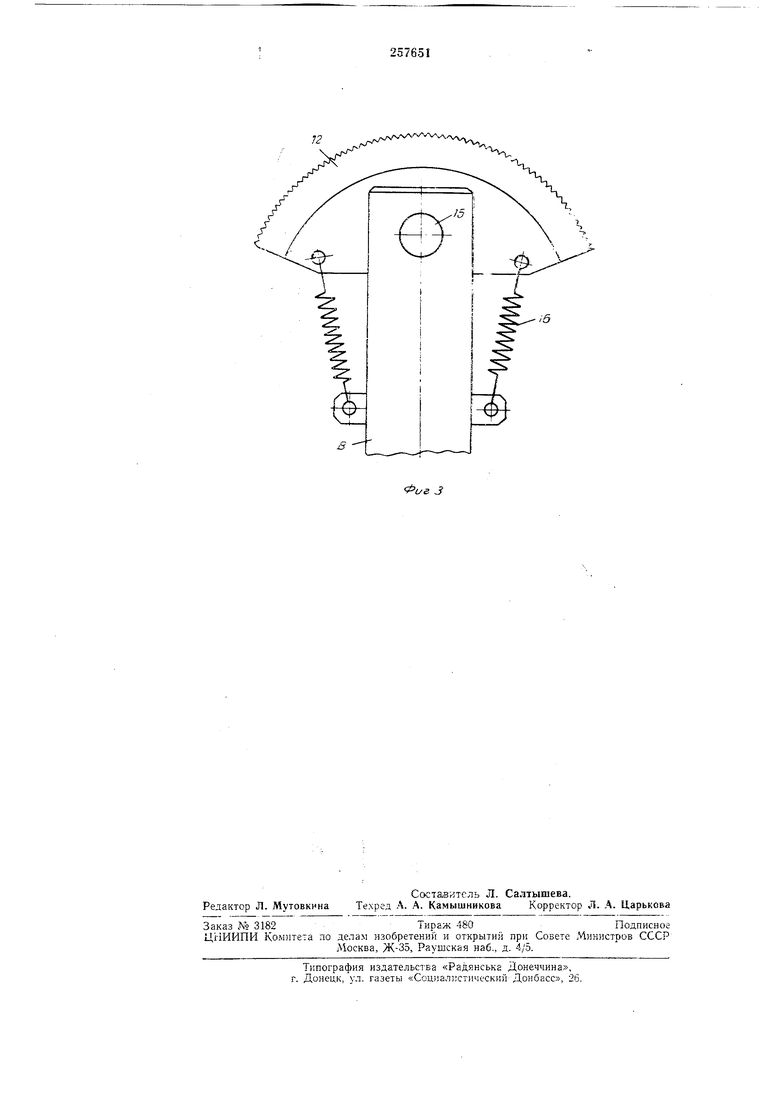
Изобретение относится к области сварки трубопроводов и, в частности, устройств, позволяющих осуществить вращение труб при сварке. Известен врашатель для трубосварочных установок, содержащ 1Й поворотную планшайбу с радиально установленными в ее направляющих штоками, на концах которых расположены разжимные элементы. Предлагаемый вращатель отличается тем. что каждый разжимный элемент смонтирован ка щтоке щарнирно и подпружинен относительно него, при этом рабочая поверхность разжимного элемента может быть выполнена рифленой. Это позволяет повысить производительность, улучшить условия работы привода и увел:.гчить срок службы разжимных элементов. На фиг. 1 изображен зраш.атель, общий вид; на фиг. 2-механизм зажима вращателя в разрезе; на фиг. 3 - кулак со штоком. Вращатель состоит из корпуса / и планшайбы 2, на которой смонтирован механизм зажима 3. В центральной части планшайбы имеется конус 4, который с помощью резьбы соединен с винтом 5, связанным со штурвалом 6. Конус удерживается от вращения шпонкой 7 и к нему примыкают радиальные ШТОКР; S (обычно их три). На штоке закреплено кольна 0. Шток может перемещаться в радиальном направлении по отверстию направляюаей п. На наружном конце штока закреплен разжи.мный элемент 12. На фи.г. 1 показаны также зубчатое колесо 13 привода, жестко соед1 ненное с планшайбой 2, и закрепляемое издел; е 14. Разжимный элеме} т соединяется со штоком 8 при .и оси о, вокруг которой может качаться разжимный элемент 12. Ось 15 параллельна оси изделия. Рабочая поверхность разжимного элемента : 1ожет быть выполнена рифленой. Для удержания его в среднем положении (когда изделие 14 не зажато) использованы две спиральные пружины 16. Вращатель работает следующим образом. При вращении щтурвала 6 с винтота 5 конус 4 смещается влево и раздвигает в радиальном направлении щтоки 8. При разжиме штока разжимные элементы доходят до поверхности изделия. Осуществляется предварительный поджпм изделля. При включении привода вращения планшайбы разжимные элементы 12 проворачиваются на некоторый угол относительно осей /5, и происходит их заклинивание. Возникающее распорное усиление возрастает с увел чением нагрузки, за счет чего обеспечивается надежный изделия без приложения дополнительных усилш извне.
В случае реверсирОВаккя разжкмкые элементы проворачиваются в обратном направлении .
Благодаря плавному зозрастаЕчкю нагрузки при пуске и реверсирозанки улучшаются условия работы привода.
Для того, чтобы осаободкть изделие 14, необходимо вращен1 е( штурвала 6 смест::{ть конус 4 вправо. Под действием пружин 10 штоки 8 смепдаются к центру, и разжкмяые элементы выходят из контакта : и:здел.-:ем. Под действием пружикь .6 разжимные элементы возвраигаются а исходное положение.
Пред м е т и з о б р е т е и и я
1.Вращатель для трубосеарочных установок, содержащий поворотную планшайбу с радиально устакозленными в ее направляющих штоками, на концах которых расположены разжимные элементы, отличающийся , что, с целью повышения производительности, улучшения условий работы привода и увеличения срока службы разжимных элементов,
О каждый разжимный элемент смонтирован на штоке шарнирно и подпружинен относительно него.
2.Вращатель по п. , отличающийся , что рабочая поверхность раз;К гмного элемента выполнена рифленой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАТЕЛЬ ДЛЯ СВАРКИ ТРУВ | 1969 |
|
SU252522A1 |
| Вращатель для сборки под сварку труб и трубных узлов | 1980 |
|
SU903037A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Вращатель для поворота цилиндрических изделий при сварке и наплавке | 1988 |
|
SU1572774A1 |
| Установка для сборки и контактной сварки | 1977 |
|
SU763051A1 |
| Устройство для сборки тонкостенных изделий | 1974 |
|
SU524654A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Стенд для приварки торцевыхэлЕМЕНТОВ K ТЕлАМ ВРАщЕНия | 1979 |
|
SU806331A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| СТАНОК ДЛЯ ОБТОЧКИ ИЗОЛЯТОРОВ | 1969 |
|
SU248531A1 |
12
