Описываемый способ изготовления тонкостенных кернов катодов из круглых трубчатых заготовок быть использован в электронной промышленности на предприятиях электровакуумного оборудования.
Известны способы изготовления тонкостенных трубчатых деталей произвольного сечения путем ввода внутрь заготовок пластических материалов, деформирующих поверхность стенок заготовки в соответствии с формой разъемной матрицы при давлении ее на пластический материал через стенки штампуемой детали.
Однако при производстве тонкостенных трубчатых деталей с относительно небольшими размерами, например кернов катодов, известным способом возникают технические трудности.
Предлагаемый способ можно механизировать и автоматизировать за счет того, что вводимый в заготовку пластический материал в виде стержня имеет простейшую цилиндрическую форму, причем диаметр его меньше внутреннего диаметра трубчатой заготовки и объем равен объему внутренней полости сформованной детали.
Формообразование керна проводят с равномерным :ПО всей его длине противодавлением наполнителя за счет перераспределения объема наполнителя в герметично закрытой с
обоих торцов дeфopмиpye oй заготовке без его истечения.
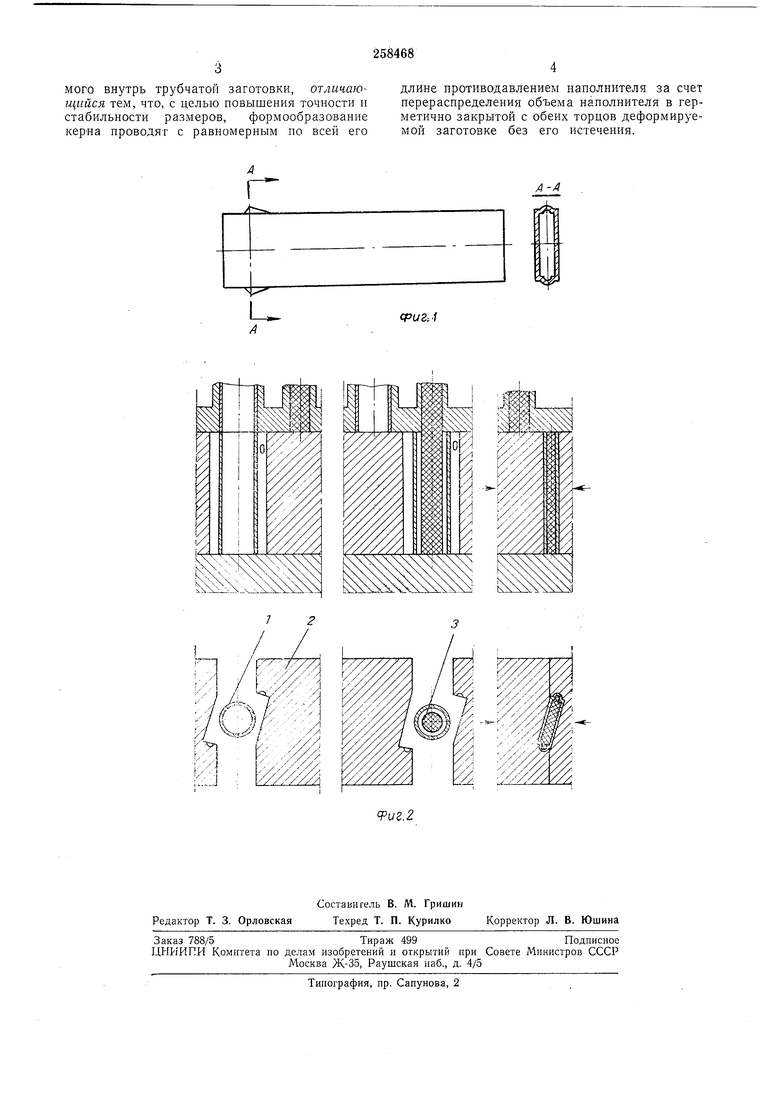
На фиг. 1 изображен керн катода, который изготавливают описываемым способом; иа
фпг. 2 показан процесс формообразования керна.
Круглую трубчатую заготовку / вставляют в разъемную матрицу 2 заданного профиля. Затем внутрь трубчатой заготовки вводят цилиндрический стержень 3 из пластической массы, диаметр которого меньше внутреннето диаметра заготовки. При сжатии матриц происходит формообразование детали с установленным в нее цилиндром из пластической массы,
который в процессе формообразования постепенно заполняет весь внутренний объем детали, заставляя материал ее стенок повторять все элементы задаюш.его профиля матрицы. Это объясняется тем, что объем цилиндра из
пластической массы, введенного в заготовку, равен внутренней полостп сформованной детали.
Описанный способ пригоден для изготовления тонкостенных трубчатых деталей пропзвольной формы, площадь сечения которых меньше площад сечения трубчатой заготовки.
Предмет изобретения
мого внутрь трубчатой заготовки, отличающийся тем, что, с целью повышения точности и стабильности размеров, формообразование керна проводят с равномерным по всей его
длине противодавлением наполнителя за счет перераспределения объема наполнителя в герметично закрытой с обеих торцов деформируемой заготовке без его истечения.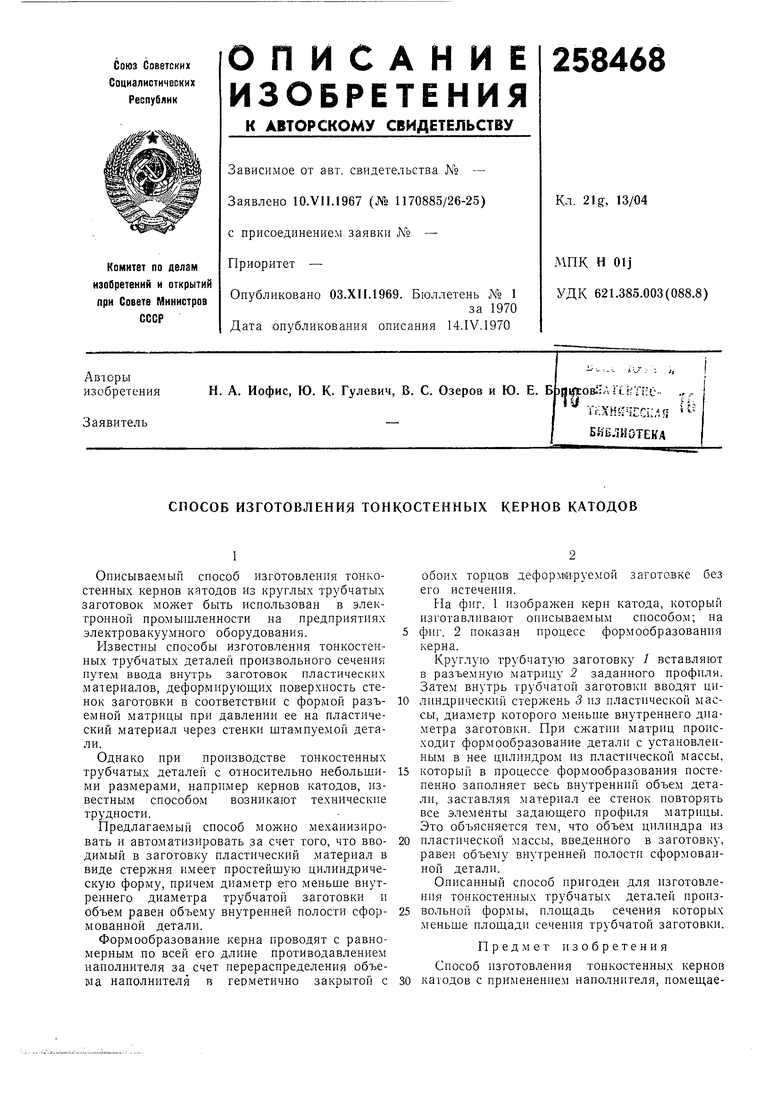
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЪЕМНАЯ МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1970 |
|
SU280686A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МНОГОСЛОЙНЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2009 |
|
RU2404003C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 2008 |
|
RU2369457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| Способ изготовления полых тонкостенных изделий типа тройника | 1988 |
|
SU1547908A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2242315C2 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |