Изобретение относится к области обработки металлов давлением, а именно к технологии изготовления полых изделий сферической формы.
Известен способ изготовления полых сферических деталей, например пробок шаровых кранов из трубчатых заготовок, предусматривающий обжим мерной трубной заготовки в холодном состоянии между двумя полусферическими матрицами (см. Кузьмин Н.Н. и др. “Штамповка пробок шаровых кранов из трубчатых заготовок”, журнал “Кузнечно-штамповочное производство”, №10, 1985 г. стр.19).
Существенный недостаток способа - невысокие технологические возможности, ограничиваемые явлением потери устойчивости стенки заготовки в процессе ее обжима, что приводит к образованию складок материала в изготавливаемой детали и к необходимости увеличения стенок заготовок, то есть увеличению металлоемкости детали.
Известен также способ изготовления полых сферических деталей, предусматривающий вытяжку двух полусфер из листовых заготовок и их последующую сварку (см. там же, стр.20).
Существенным недостатком способа является низкое качество изготовления и невысокая надежность деталей при эксплуатации, обусловленные тем, что в процессе сварки не обеспечивается однородность механических свойств материала в зоне сварного шва.
Наиболее близким к заявляемому техническому решению является способ формовки и пробивки труб, предусматривающий получение формы, отличной от цилиндрической, путем заполнения трубы жидким материалом с температурой плавления, меньшей, чем температура плавления трубы, замораживание трубы с образованием твердой массы, ее последующее уплотнение, формообразование контура и пробивка отверстия, после которых трубу нагревают до температуры плавления наполнителя и удаляют его (см. МПК B 21 D 9/15, НПК - 72/55, патент США №5974846, опубл. 02.11.99 г.) - ближайший аналог.
Существенными недостатками известного способа являются:
- невысокое качество изготавливаемых деталей из-за образования наплывов в экваториальной зоне заготовки, либо из-за образования зажимов материала в этой зоне на конечном этапе смыкания матриц штампа;
- высокая энергозатратность, связанная с необходимостью перевода наполнителя из жидкотекучего состояния в твердое, и наоборот;
Известно, что при образовании сферической детали с осевым или двумя осевыми отверстиями длина и наружный диаметр заготовки должны иметь фиксированные геометрические значения, определяемые расчетным или опытным путем, для того чтобы получить качественную готовую деталь.
Указанные способы не позволяют обеспечить необходимое качество изготовления полых сферических деталей из-за возникновения в экваториальной зоне, не охваченной жесткими поверхностями полусферических матриц, дополнительной переменной нагрузки.
Техническим результатом заявляемого технического решения является повышение качества изготавливаемых тонкостенных сферических изделий с одним или двумя осевыми отверстиями.
Сущность технического решения заключается в том, что в способе изготовления полых сферических деталей, включающем заполнение заготовки расплавленным наполнителем, имеющим температуру плавления, меньшую, чем температура плавления материала заготовки, охлаждение наполнителя до твердого состояния, обжим и штамповку заготовки с наполнителем в полусферических матрицах, последующий нагрев наполнителя и его удаление из полученной сферической детали, предварительно наполнителю придают форму заготовки путем его заливки в кольцевую полость, образованную заготовкой и стержнем, соосно установленным внутрь заготовки, центрированной по ее наружному диаметру, причем суммарная толщина стенок заготовки и наполнителя обратно пропорциональна толщине стенки заготовки.
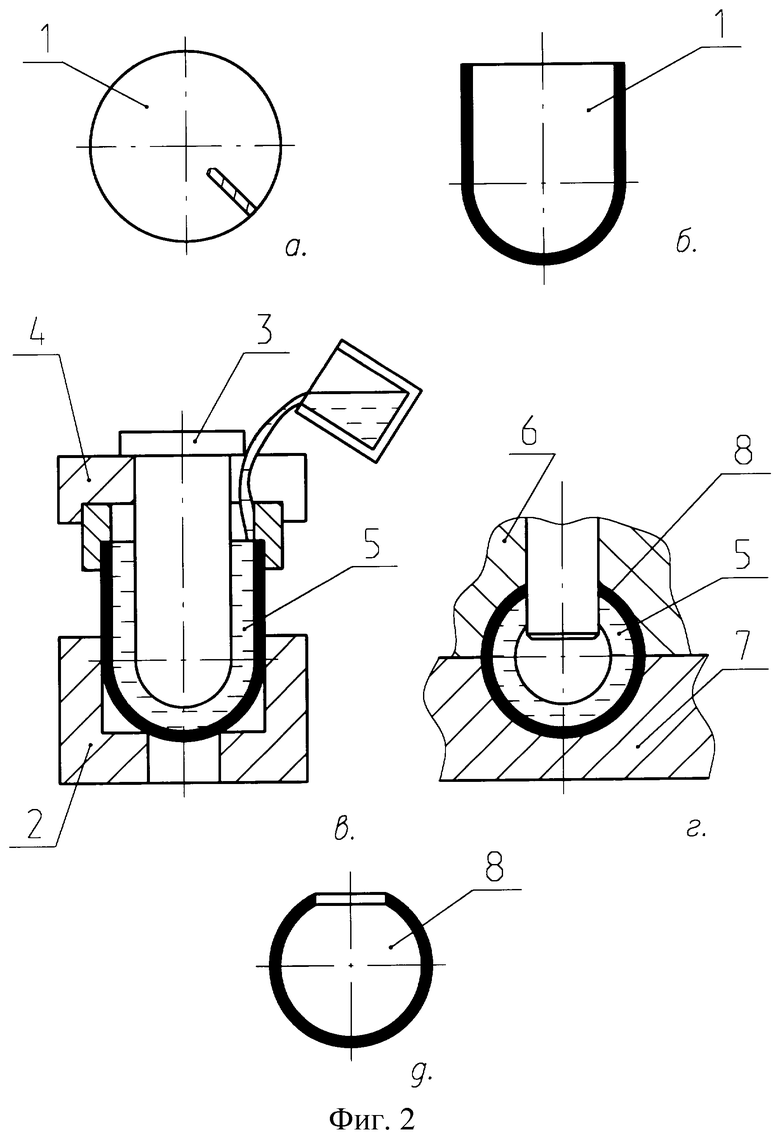
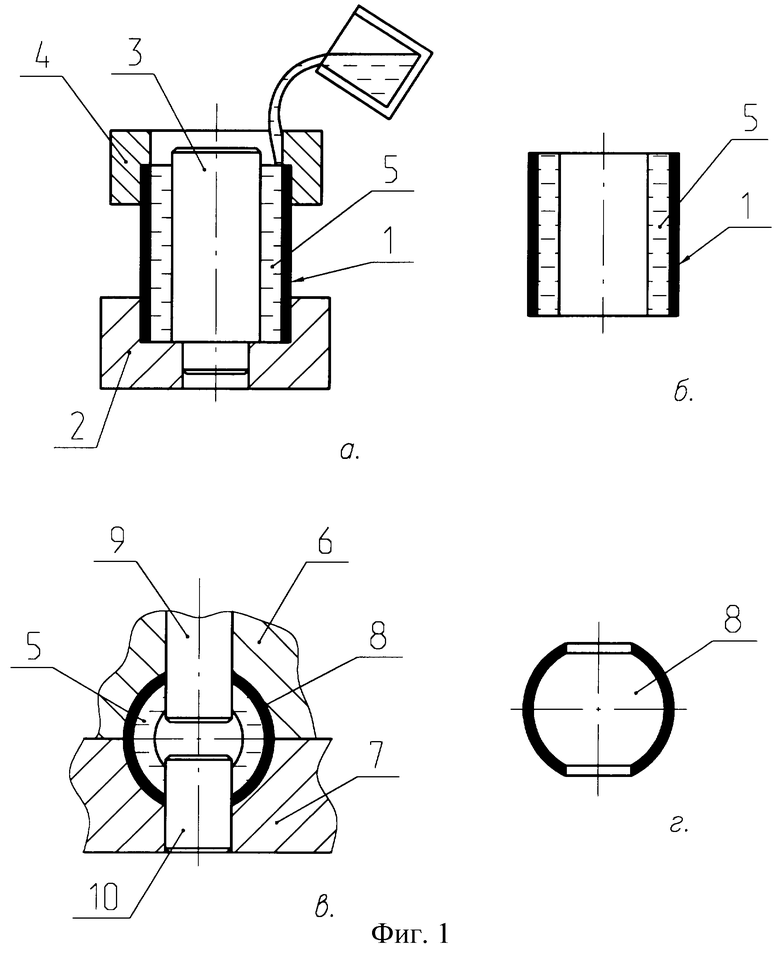
Предлагаемый способ поясняется чертежами, где на фиг.1 изображен способ получения тонкостенных сферических деталей из трубной заготовки, а на фиг.2 - способ получения тонкостенных сферических деталей из листовой заготовки.
Способ осуществляют следующим образом.
ПРИМЕР 1. Тонкостенную трубную заготовку 1 центрируют по наружному диаметру для чего ее устанавливают на подставку 2, затем внутрь заготовки 1 устанавливают стержень 3, соосно установленный внутрь заготовки 1 и кольца 4. В кольцевую полость, образованную стержнем 3 и заготовкой 1, заливают расплавленный наполнитель 5, температура которого ниже температуры плавления материала заготовки 1. После охлаждения наполнителя, который переходит при этом в твердое состояние, заготовку 1 с наполнителем 5 устанавливают в штамп, предварительно нанеся смазку на наружную поверхность заготовки. Штамп (не показан) имеет две матрицы 6 и 7 (см. фиг.1в) с полусферическими рабочими поверхностями. В исходном положении матрица 6 поднята вверх, обеспечивая таким образом установку заготовки 1 с наполнителем 5. Затем матрице 6 сообщают перемещение вниз, в результате которого происходит обжим заготовки 1 с наполнителем 5. При смыкании матриц 6 и 7 получают сферическую деталь 8 с наполнителем 5, которую затем нагревают до температуры плавления наполнителя 5, под действием собственного веса, вытекающего из полости детали 8 через имеющееся отверстие, и таким образом получают тонкостенную сферическую деталь (см. фиг.1г.)
Более полный контакт поверхностей штампуемой заготовки 1 с рабочими поверхностями матриц 6 и 7, а также постоянство диаметров отверстий штампуемых сферических деталей 8 обеспечивают стержни 9 и 10 (см. фиг.1в).
ПРИМЕР 2. Способ предусматривает изготовление полой сферической детали из листовой заготовки 1, для чего ее изготавливают в виде круга (см. фиг.2а), затем вытягивают в стаканообразный полуфабрикат (см. фиг.2в), имеющий сферическое дно. Далее способ осуществляют аналогично ПРИМЕРУ 1.
При осуществлении способа ширину кольцевой полости выбирают таким образом, чтобы ее ширина вместе с толщиной стенки 1 составляла 0,05-0,15 наружного диаметра заготовки, при этом для получения более толстостенных заготовок принимаются меньшие значения, и наоборот. Причем суммарную толщину стенок заготовки и наполнителя принимают по величине, обратно пропорциональной толщине стенки заготовки. Это приводит к уменьшению объема наполнителя при его заливке в полость трубной заготовки и предотвращению потери устойчивости трубной заготовки при ее переформовке в полую сферическую деталь. Излишек наполнителя, например, при заполнении им всей полости заготовки в процессе ее штамповки приводит к увеличению давления наполнителя, приложенного к внутренней стенке заготовки, до величин, способных раздать трубную заготовку в экваториальной зоне сферической детали, и к образованию зажимов на штампуемой заготовке при смыкании матриц штампа, что не обеспечивает качественного изготовления сферических деталей.
В качестве наполнителя могут быть использованы такие материалы как свинец и его сплавы, сплав олова с висмутом, термопластики и т.п.
Предлагаемое техническое решение реализуется, например, для изготовления пробок шаровых кранов, а также сферических тонкостенных деталей с одним или двумя отверстиями общемашиностроительного назначения из нержавеющих, углеродистых сталей и сплавов цветных металлов.
Предлагаемый способ изготовления полых сферических деталей по сравнению с ближайшим аналогом позволит устранить образование зажимов и складок на штампуемой заготовке при смыкании матриц штампа за счет уменьшения давления наполнителя, приложенного к внутренней стенке заготовки, а также увеличить устойчивость заготовки при проведении штамповки, что способствует повышению качества изготовления сферических деталей.
Более того, заявляемый способ обеспечивает снижение энергетических затрат за счет меньшей массы наполнителя, на расплавление которой требуется меньше энергии как перед его заливкой, так и при удалении из полученной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2238816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУСФЕР ИЗ ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2212970C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТОНКОСТЕННЫХ ТРУБ ЗАДАННОГО ПРОФИЛЯ | 2012 |
|
RU2521167C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления полых сферических деталей. Способ включает заполнение заготовки расплавленным наполнителем в кольцевую полость, образованную заготовкой и стержнем, соосно установленным внутрь заготовки, и имеющим температуру плавления, меньшую, чем температура плавления материала заготовки, охлаждение наполнителя до твердого состояния, обжим и штамповку заготовки с наполнителем в полусферических матрицах, последующий нагрев наполнителя и его удаление из полученной сферической детали. За счет уменьшения массы наполнителя снижаются энергетические затраты. 1 з.п. ф-лы, 2 ил.
| US 5974846 A, 02.11.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ СФЕРИЧЕСКОЙ ФОРМЫ СО СКВОЗНЫМ ТРУБЧАТЫМ КАНАЛОМ | 1998 |
|
RU2157290C2 |
| Экономайзер | 0 |
|
SU94A1 |
| 0 |
|
SU156936A1 | |

