Изобретение относится к обработке металлов давлением, в частности к холодной штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении полых тонкостенных деталей.
Цель изобретения - повышение качества деталей за счет уменьшения гофрообразования при их изготовлении из трубчатых заготовок, отношение толщины стенки к внешнему диаметру которых соответствует интервалу 0,03-0,1.
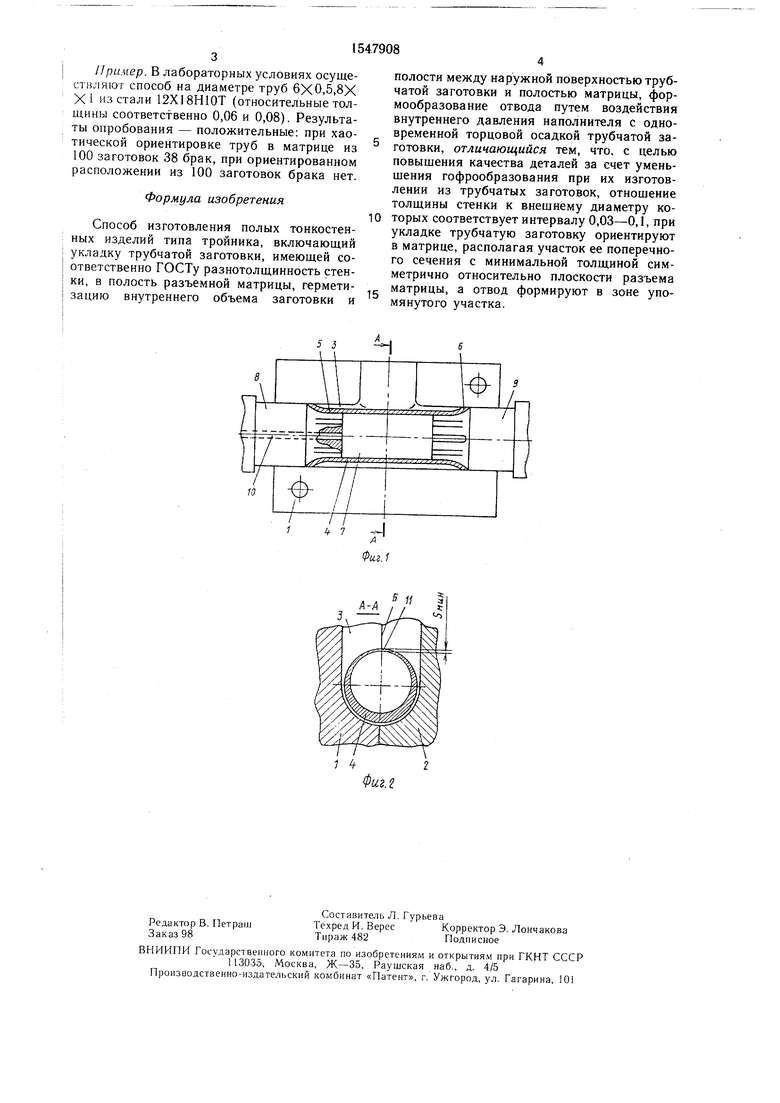
На фиг. 1 показан штамп перед раздачей; на фиг. 2 - сечение А-А на фиг. 1.
Штамп для осуществления способа состоит из двух симметричных полуматриц 1 и 2, образующих полость 3, соответствующих наружной поверхности изделия (тройника), в которой располагается трубчатая заготовка 4, концы 5 и 6 которой подвергнуты раздаче с целью герметизации внутренней полости заготовки между наружной поверхностью заготовки и полостью матрицы 3 с
помощью пуансонов 8 и 9, один из которых имеет магистраль 10 для подвода наполнителя.
При реализации способа трубчатую заготовку с соответствующей ГОСТу разнотол- щинностью перед формообразованием обмеряют по толщине и область полученного сечения 11 с минимальной толщиной располагают перед формообразованием в полуматрицах 1 и 2 симметрично относительно плоскости разъема с формированием отвода на этом участке.
Ориентированное расположение заготовки 4 исключает возможность попадания области заготовки с минимальным сечением в опасную плоскость в центральной части заготовки, где зарождается складка, что исключает брак по складкообразованию. Область применения способа - трубчатые заготовки диаметром 6-40 мм.
сл
4 3
СО
о
00
Пример. В лабораторных условиях осуществляют способ на диаметре труб 6ХОД8Х XI из стали 12Х18Н10Т (относительные толщины соответственно 0,06 и 0,08). Результаты опробования - положительные: при хаотической ориентировке труб в матрице из 100 заготовок 38 брак, при ориентированном расположении из 100 заготовок брака нет.
Формула изобретения
Способ изготовления полых тонкостенных изделий типа тройника, включающий укладку трубчатой заготовки, имеющей соответственно ГОСТу разнотолщинность стенки, в полость разъемной матрицы, герметизацию внутреннего объема заготовки и
полости между наружной поверхностью трубчатой заготовки и полостью матрицы, формообразование отвода путем воздействия внутреннего давления наполнителя с одновременной торцовой осадкой трубчатой заготовки, отличающийся тем, что, с целью повышения качества деталей за счет уменьшения гофрообразования при их изготовлении из трубчатых заготовок, отношение толщины стенки к внешнему диаметру которых соответствует интервалу 0,03-0,1, при укладке трубчатую заготовку ориентируют в матрице, располагая участок ее поперечного сечения с минимальной толщиной симметрично относительно плоскости разъема матрицы, а отвод формируют в зоне упомянутого участка.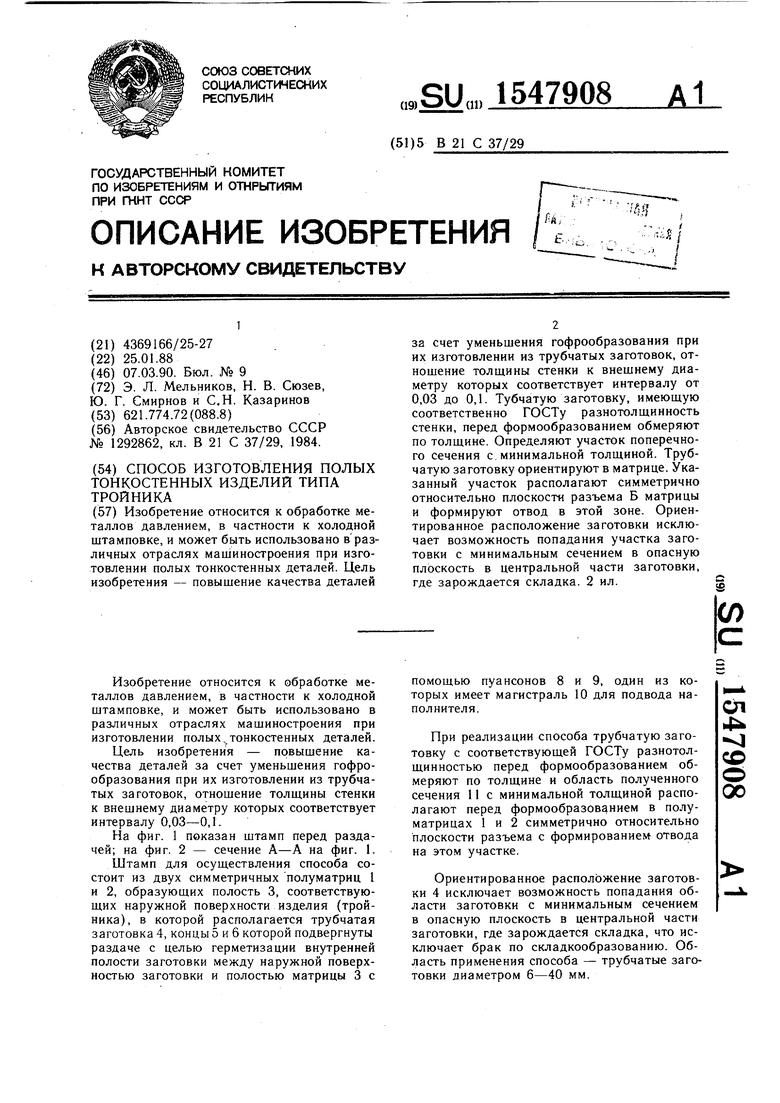
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА | 1998 |
|
RU2152283C1 |
| Способ изготовления полых тонкостенных изделий | 1984 |
|
SU1292862A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2008 |
|
RU2391166C1 |
| Способ изготовления тройников | 1986 |
|
SU1409365A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2003 |
|
RU2254190C1 |
Изобретение относится к обработке металлов давлением, в частности к холодной штамповке, и может быть использовано в различных отраслях машиностроения при изготовлении полых тонкостенных деталей. Цель изобретения - повышение качества деталей за счет уменьшения гофрообразования при их изготовлении из трубчатых заготовок, отношение толщины стенки к внешнему диаметру которых соответствует интервалу от 0,03 до 0,1. Трубчатую заготовку, имеющую соответственно ГОСТу разнотолщинность стенки, перед формообразованием обмеряют по толщине. Определяют участок поперечного сечения с минимальной толщиной. Трубчатую заготовку ориентируют в матрице. Указаный участок располагают симметрично относительно плоскости разъема Б матрицы и формируют отвод в этой зоне. Ориентированное расположение заготовки исключает возможность попадания участка заготовки с минимальным сечением в опасную плоскость в центральной части заготовки, где зарождается складка. 2 ил.
5 J
| Способ изготовления полых тонкостенных изделий | 1984 |
|
SU1292862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
