Изобретение относится к устройствам для обслуживания агрегатов термической обработки заготовок, например стальных пластин, и может найти применение для вертикальной загрузки заготовок .преимущественно в лечи с нагревом в кипящем слое :И выдачи их из печп к закалочному прессу.
Известно устройство для обслуживания агрегатов термической обработки заготовок, содержащее механизм загрузки и выгрузки, механизм Передачи заготовок и накопитель.
Описываемое устройство отличается тем, что механизм загрузки и выгрузки снабжен автоматическими захватами, укрепленными на телескопической раме, а механизм передачи заготовок выполнен в виде откидной рамы с регулируемыми захвата-ми, шарнирно укрепленной на перекидном по радиусу в вертикальной плоскости хоботе, смонтированном на приводной телел ке.
Это позволяет автоматизировать процесс термической обработки заготовок, совмещать операцию загрузки и выгрузки печей с операцией передачи заготовок к закалочному прессу с одновременным переводом заготовки из вертикального положения в горизонтальное.
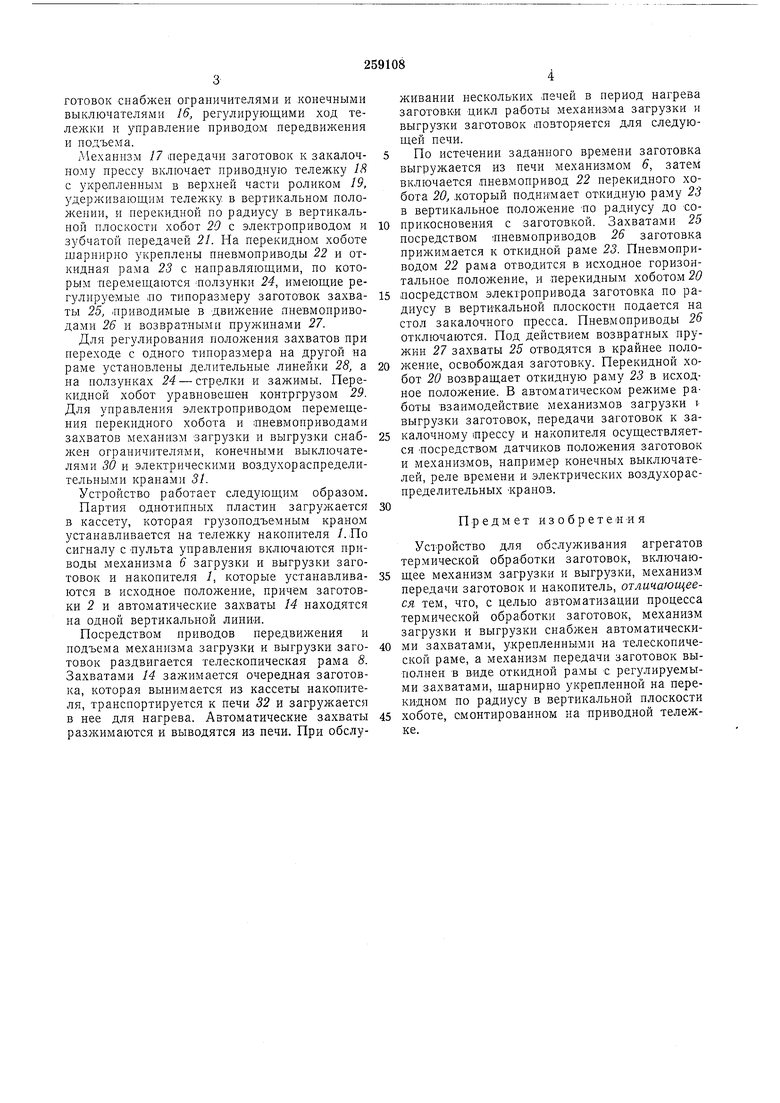
Устройство для обслуживания агрегатов термической обработки заготовок состоит из совокупно действующих механизмов: накопителя, механизма загрузки и выгрузки заготовок и механизма передачи заготовок к закалочному прессу. Накопитель 1 имеет движущуюся по рельсам телсл ку со съемной кассетой в виде вертикальных пазов для поштучной установки заготовок 2, электропривод 3 с бесконечным канатом и гребенкой 4, взаимодействующей конечным выключателем 5.
Механизм 6 загрузки и выгрузки содержит подвижную телел ку 7 кранового типа с приводами возвратно-поступательного передвил еНИН в горизонтальной плоскости и подъема заготовок в вертикальной плоскости, а также телескопическую раму 8 из трех секций, выполненных из щвеллеров. Верхняя секция 9 телескопической рамы между направляющими роликами 10. Средняя секция П и секция 12 снабл :ены роликами 13, которые входят в швеллера соответствующих вышерасполол ениых секций. На нижней секции телескопической рамы укреплены одповременно работающие автоматические захваты М, обеспечивающие устойчивый захват, и цепь 15 для подъема секций телескопической рамы, соединенная вторым концом с бараба ном привода подъема механизма загрузки li
готовок снаожен ограничителями и конечными выключателями 16, регулирующими ход телелски и управление приводом передвижения и подъема.
Механизм 17 передачи заготовок к закалочному прессу включает приводную тележку /. с укрепленным в верхней части роликом 19, удерживающим телелску в вертикальном пололсении, и перекидной по радиусу в вертикальной плоскости хобот 20 с электроприводом и зубчатой передачей 21. На перекидном хоботе шарпирно укреплены пневмоприводы 22 и откидная рама 23 с направляющими, по которым перемещаются ползунки 24, имеющие регулируемые ло типоразмеру заготовок захваты 25, .приводимые в двил ен-ие пневмоприводами 26 и возвратными пружинами 27.
Для регулирования полол :ения захватов при переходе с одного типоразмера на другой на раме установлены делительные линейки 28, а на ползунках 24 - стрелки и зажимы. Перекидной хобот уравновешен контргрузом 29. Для управления электроприводом перемещения перекидного хобота и пневмоприводами захватов механизм загрузки и выгрузки снаблсен ограничителями, конечными выключателями 30 и электрическими воздухораспределительными кранами 31.
Устройство работает следующим образом.
Партия однотипных пластин загрул ается в кассету, которая грузоподъемным краном устанавливается на тележку накопителя /.По сигналу с пульта управления включаются приводы механизма 6 загрузки и выгрузки заготовок и накопителя /, которые устанавливаются в исходное положение, причем заготовки 2 и автоматические захваты 14 находятся на одной вертикальной лини-и.
Посредством приводов передвижения и подъема механизма загрузки и выгрузки заготовок раздвигается телескопическая рама 8. Захватами 14 зажимается очередная заготовка, которая вынимается из кассеты накопителя, транспортируется к печи 32 и загружается в нее для нагрева. Автоматические захваты разл имаются и выводятся из печи. При обслуживании нескольких печей в период нагрева заготовки цикл работы механизма загрузки и выгрузки заготовок повторяется для следующей печи.
По истечении заданного времени заготовка выгружается из печи механизмом 6, затем включается пневмопривод 22 перекидного хобота 20, .который поднимает откидную раму 23 в вертикальное полол ение по радиусу до соприкосновения с заготовкой. Захватами 25 посредством пневмоприводов 26 заготовка прижимается к откидной раме 23. Пневмоприводом 22 рама отвадится в исходное горизонтальное положение, и перекидным хоботом 20
посредством электропривода заготовка по радиусу в вертикальной плоскости подается на стол закалочного пресса. Пневмоприводы 26 отключаются. Под действием возвратных пружин 27 захваты 25 отводятся в крайнее полол ение, освобождая заготовку. Перекидной хобот 20 возвращает откидную раму 23 в исходное положение. В автоматическом режиме работы взаимодействие механизмов загрузки i выгрузки заготовок, передачи заготовок к закалочиому прессу и накопителя осуществляется -посредством датчиков положения заготовок и механизмов, например конечных выключателей, реле времени и электрических воздухораспределительных Кранов.
Предмет и з о б р е т е « п я
Устройство для обслуживания агрегатов термической обработки заготовок, включающее механизм загрузки и выгрузки, механизм передачи заготовок и накопитель, отличающееся тем, что, с целью автоматизации процесса термической обработки заготовок, механизм загрузки и выгрузки снабжен автоматическими захватами, укрепленными на телескопической раме, а механизм передачи заготовок выполнен в виде откидной рамы с регулируемыми захватами, шарнирно укрепленной на перекидном по радиусу в вертикальной плоскости
хоботе, смонтированном на приводной тележке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ЗАГОТОВОК из КАРУСЕЛЬНОЙПЕЧИ | 1970 |
|
SU276132A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1199634A1 |
| Агрегат для производства трикотажных язычковых игл | 1959 |
|
SU125793A1 |
| Поточная линия для изготовления деталей,например отвалов плугов | 1985 |
|
SU1349868A1 |
| Карусельная нагревательная печь | 1985 |
|
SU1366833A1 |
| Манипулятор к прессу | 1986 |
|
SU1339011A1 |
| Устройство для изготовления резиновых изделий | 1981 |
|
SU1016196A1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |

Фиг 3
В-В
27
Фив.
