О)
Изобретение относится к резинотехнической промьашленности и используется в производстве кольцевых резиновых изделий, например уплотнительных резиновых колец.
Известен пресс-автомат для изготовления резиновых изделий, содержащий механизмы для перемещения прессформ на перезарядку, съема изделий из пресс.фо и уклёщки заготовок в пресс-фррмы tl3.О
Известный пресс-автомат содержит конструктивно сложно выполненные механизмы съема изделий (подпружинён,ные выталкиватели) и укладки заготовок (заслонки шиберного типа в 15 пресс-форму. Такое конструктивное исполнение указанных механизмов влечет за собой выполнение дополнительных операций, например после загрузки заготовками шиберным устройством по- 20 следИее необходимо отвести из рабочей зоны, затем пресс-форма закрывается и вводится в пресс для вулканизации.
Наиболее близким к -изобретению по технической сущности и достигае- 25 мому результату является устройство для изготовления резиновых изделий, содержащее вулканизационный пресс со смонтированным на его раме столом, привод для перемещения пресс-форм JQ на перезарядку, приспособление для загрузки и выгрузки заготовок из пресс-форм и механизм для открытия и закрытия пресс-форм. В зтом устройстве приспособление для загрузки и вы- ,, грузки заготовок из пресс-форм выполнено в виде вакуумной кассеты шарнирно связанной с цилиндрсад, жестко заЬкреплённым на каретке, перемещаемой на направляющих кронштейна с помощью винтовой пары Г2.
Недостатком известного устройства также является сложное конструктивное выполнение этого приспособления, что ведет к проведению дополнительных операций технологического процес-45 са, а именное: подвод вакуумной кассеты для извлечения готовых изделий и отвод ее после загрузки в прессформы заготовки. Указанный перечень дополнительных операций приводит к 50 увеличению времени на перезарядку пресс-форм, что удлиняет время между вулканизационными циклами, а следовательно, сокращает количество цик/г лов вулканизации за смену, в резуль- jS тате чего снижается производительность труда.
Цель изобретения - повышение производительности устройства за счет сокращения времени на перезарядку гогнездных.пресс-форм.
Указанная цель достигается тем, что в устройстве для изготовления резиновых изделий, содержащем вулканизационный пресс со смонтированным 55
на его раме столом, привод для перемещения пресс-форм на перезарядку, приспособление для загрузки и выгрузки заготовок из пресс-форм и механизм для открытия и закрытия прессформ, приспособление для загрузки и выгрузки заготовок из пресс-форм выполнено в виде набора рамок с пазами в боковых стенках для фиксации в них концов заготовок и с направляющими .ребрами, а на нижних частях пресс-форм выполнены выступы для взаимодействия с направляющими ребрс1ми..
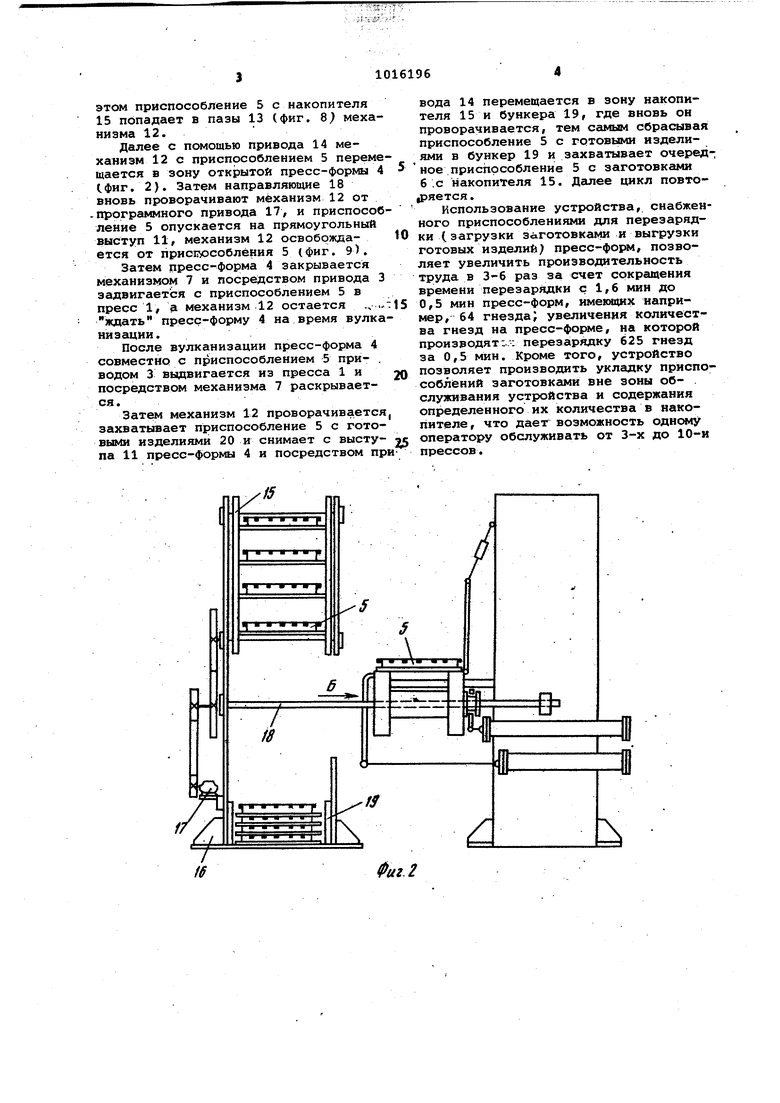
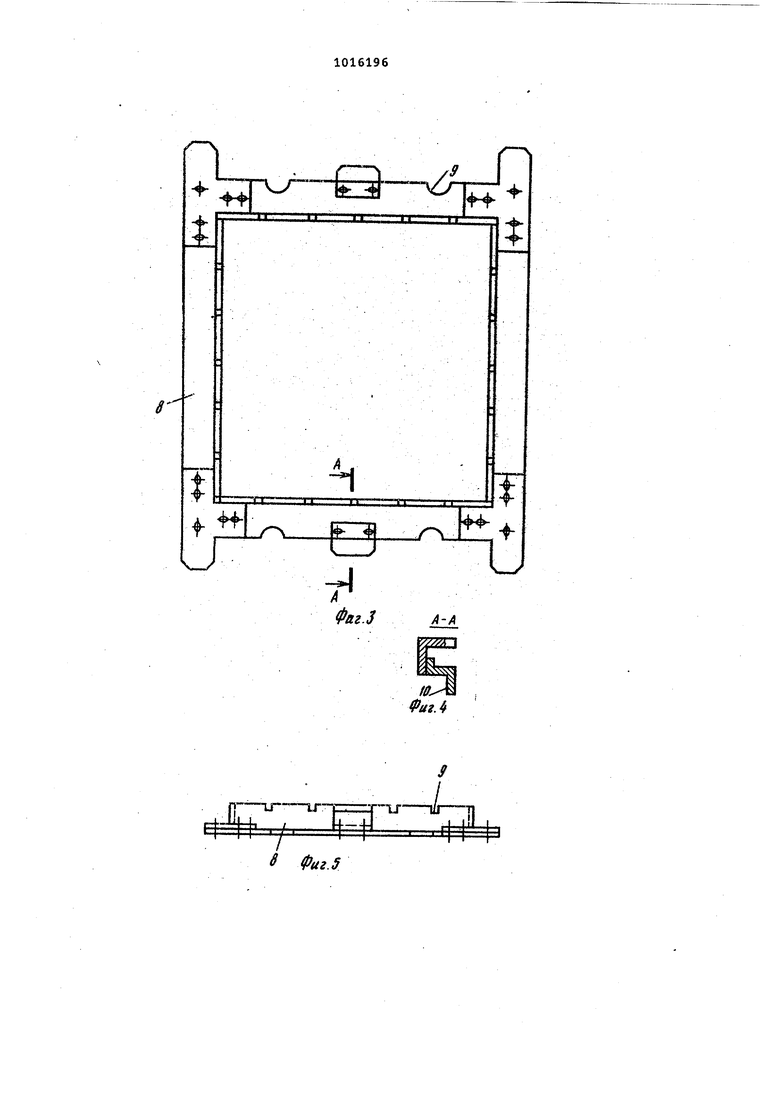
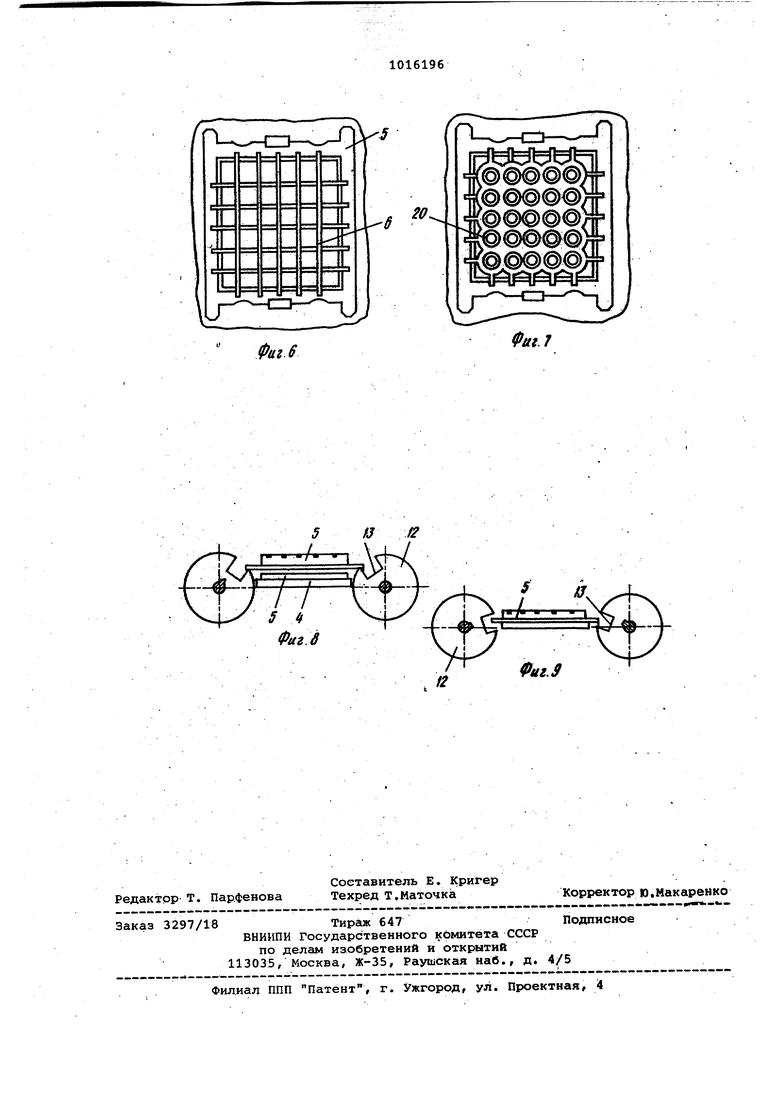
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, в момент загрузки.пресс-формы на фиг.Зрамка, вид сверху; на фиг. 4 - сечег ние А-А на фиг. 3; на фиг. 5 - рамка, вид сбоку, на фиг. 6 и 7 - рамка с заготовками и с готовыми изделиями , вид сверху; на фиг. 8 и 9 различные положения механизма захват с рамкой.
Устройство содержит вулканизационный пресс 1 со смонтированным на его раме столом 2, привод 3 для перемещения пресс-форм 4 на перезарядку, приспособление 5 для загрузки и вы грузки заготовок 6 из прес.с-форм 4 и механизм 7 для открытия и закрытия пресс-форм 4. Приспособление 5 для згруэки и выгрузки заготовок 6 из пресс-форм 4 выполнено в виде набора рамок 8 ( фиг. 3) с пазами 9 в боковых стенках для фиксации в них концов заготовок 6 и с направляющими рёбрами 10. На нижних частях пресс-форм 4 выполнены выступы 11 прямоугольного сечения для взаимо.действия с направляющими ребрами 10.
Приспособление 5 снабжено механизмом 12 захвата и перемещения рамок 8 в пресс-формы 4,. имеющим цилиндрический корпус по торцам которого выполнены профильные пазы 13 (фиг. 8; для взаимодействия с рамками 8. Механизм 12 имеет привод 14 для возвратно-поступательного перемещения.
Рамки 8 с заготовками 6 расположены в накопителе 15, установленным на станине 16, на которой смонтированы программный привод 17 для проворачивания в определенное время механизма 12, накопителя16 и направляющих 18 для механизма 12, выполненных в виде валов со шпоночными пазами.
На станине 16 расположен бункер 19 для приема приспособлений 5 с готовыми изделиями 20.
Устройство работает следующим образом. .
При включении программного привод 17 поворачивается механизм 12 с направляющими 18 и накопитель 15, при этом приспособление 5 с накопителя 15 попадает в пазы 13 (фиг. 8) механизма 12. Далее с помощью привода 14 механизм 12с приспособлением 5 переме щается в зону открытой пресс-формы 4 (.фиг. 2). Затем направляющие 18 вновь проворачивают механизм 12 от -Программного привода 17, и приспособ ление 5 опускается на прямоугольный 11, механизм 12 освобождается от приспособления 5 (фиг. 9). Затем пресс-форма 4 закрывается механизмом 7 и посредством привода 3 задвигается с приспособлением 5 в пресс 1, э механизм 12 остается ., ждать пресс-форму 4 на время вулка низации. После вулканизации пресс-форма 4 совместно с приспособлением 5 приводом 3 выдвигается из пресса 1 и посредстве механизма 7 раскрывается. Затем механизм 12 проворачивается захватывает приспособление 5 с готовыми изделиями 20 и снимает с выступа 11 пресс-формы 4 и посредством пр вода 14 перемещается в зону накопителя 15 и бункера 19, где вновь он проворачивается, тем самым сбрасывая приспособление 5 с готовыми изделиями в бункер 19 и захватывает очередное приспособление 5 с заготовками 6 .с накопителя 15. Далее цикл повто(Ряется. Использование устройства, снабженного приспособлениями для перезарядки (загрузки заготовками и выгрузки готовых изделий) пресс-форм, позволяет увеличить производительность труда в 3-6 раз за счет сокращения времени перезарядки с 1,6 мин до 0,5 мин пресс-форм, имеющих например, 64 гнезда; увеличения количества гнезд на пресс-форме, на которой производят;.: перезарядку 625 гнезд за 0,5 мин. Кроме того, устройство позволяет производить укладку приспособл ений заготовками вне зоны обслуживания устройства и содержания определенного их количества в накопителе , что дает возможность оператору обслуживать от 3-х до 10-и прессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вулканизации резиновых технических изделий | 1986 |
|
SU1362637A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| Устройство для обслуживания многоэтажного вулканизационного пресса | 1983 |
|
SU1136946A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU937214A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1980 |
|
SU929453A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| Установка для изготовления формовых резиновых изделий | 1986 |
|
SU1705102A1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС С ПРЕССФОРМАМИ СТОПОЧНОЙ УКЛАДКИ | 1967 |
|
SU190554A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1983 |
|
SU1121152A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ, содержащее вулканизационный пресс со смонтированным на его раме столом, привод IS для перемещения пресс-форм на перезарядку, приспособление для загрузки и выгрузки заготовок из пресс-форм и механизм для открытия и закрытия пресс форм, отличающ е е с я тем, что, с целью повышения производительиости устройства .за счет сокращения времени на перезарядку многогнездных пресс-форм, приспособление для загруаки и вь. ки заготовок из пресс-фс я4 выполнено в виде набора рамок с пазами в боковых стенках для фиксации в них tcoHцов заготовок и с направляюищми ребргши, а на нижних частях пресс-форм выполнены выступы для взаимодействия с направляющими ребргши. S
И
fe/
З
Фаг 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU235978A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 0 |
|
SU176382A1 |
| Солесос | 1922 |
|
SU29A1 |
