Известны устройства роторного типа для вулканизации резиновых изделий, включающие смонтированные на станине вертикальный вал с роторным столом и траверсами, на которых закреплены гидропроводы и связанные с ними части прессформ, на станине установлены также вспомогательные механизмы с приводами для загрузки и выгрузки частей прессформ. Эти устройства не имеют средств загрузки заготовок и выгрузки готовых изделий, поэтому они не обеспечивают повышения производительности труда, а также улучшения условий эксплуатации.
Устройство, выполненное согласно изобретению, снабжено механизмом загрузки, заготовок и вспомогательными механизмами выталкивания головок грибков из частей прессформ, выгрузки готовых изделий, Чистки и смазки частей прессформ с механизмом их привода, обеспечиваюш.его равную угловую скорость перемещения роторного стола и вспомогательных механизмов.
Механизм загрузки заготовок в прессформы выполнен в виде установленной рядом с роторным столом стойки, на которой в подшипниковой опоре закреплен вертикальный вал с горизонтально расположенными загрузочными рычагами, связанными с поводком и с защелками, входящими в пазы вала под
действием пружин и выходящими из пазов при помощи соленоидов.
Части прессформ предложенного устройства снабжены подпружиненными грибками, перемещаемыми по вертикали в гнездах частей прессформ рычагами, смонтированными на осях и расположенными в пазах плит прессформ.
Кроме того, это устройство снабжено одинаковыми по конструкции механизмами выгрузки готовых изделий и выталкивания головок грибков из гнезд прессформ, выполненными в виде смонтированных на раме тележки несущих кронщтейнов, в бобышках которых
расположены поворачивающиеся на 45 или на 90° оси с закрепленными на одном конце каждой оси кулачком или сдвоенной лопатой и на другом конце - щестерней, входящей в зацепление с зубчатой рейкой, получающей возвратно-поступательное перемещение в направляющих кронштейна при помощи подпружиненного штока и пневмоцилиндра.
Механизм чистки и смазки частей прессформ этого устройства выполнен в виде несущего кронштейна, на котором горизонтально смонтированы получающие вращение от электропривода головки, выполненные в виде сдвоенных торцовых щеток, одна из которых подпружинена и получает перемещение по
ставленного из частей щетки и корпуса щеткодержателя.
Механизм привода вспомогательных механизмов этого пресса выполнен в виде станины с рельсами и тележкой, перемещаемой у роторного стола по дуге окрул ности с помощью зубчатых секторов, закрепленных на траверсе роторного стола и зубчатого сектора с двумя блоками щестерен, смонтированных на тележке, на которой укреплена рама с рельсами и боковыми тележками, получающими возвратно-поступательное перемещение по радиальным линиям роторного стола с помощью электродвигателя посредством ведущих звездочек и цепей перемещения боковых тележек.
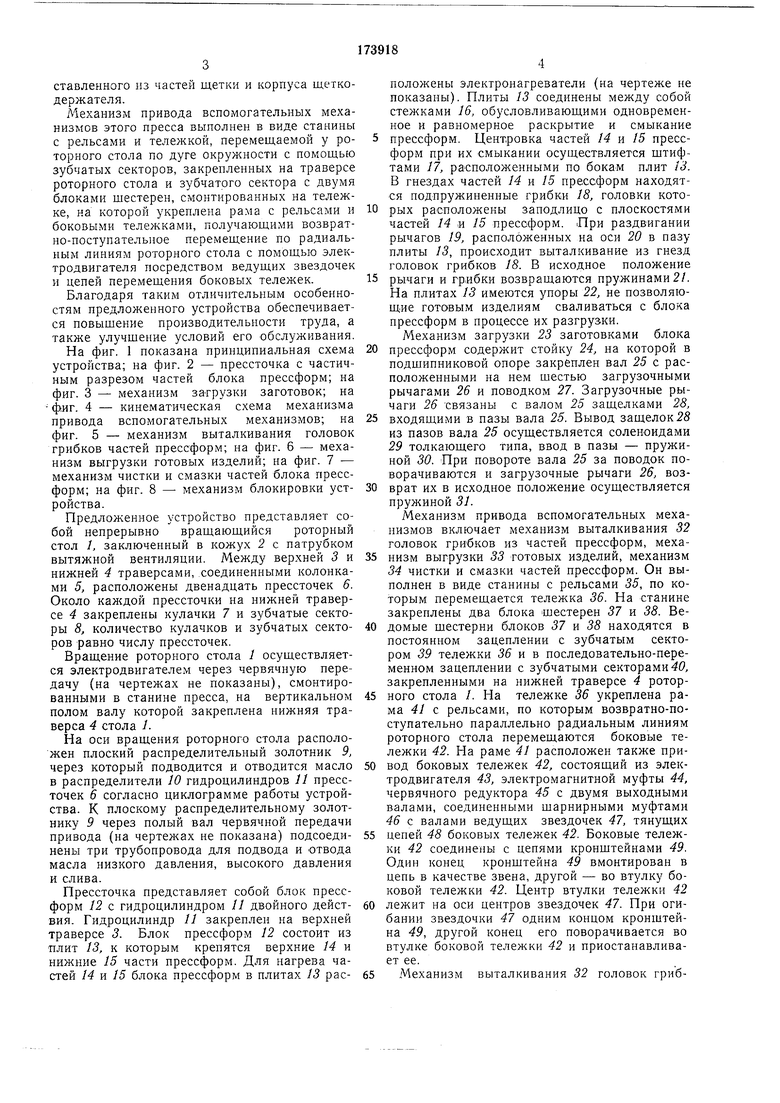
Благодаря таким отличительным особенностям предложенного устройства обеспечивается повыщение производительности труда, а также улучщеиие условий его обслуживания. На фиг. 1 показана принципиальная схема устройства; на фиг. 2 - прессточка с частичным разрезом частей блока прессформ; на фиг. 3 - механизм загрузки заготовок; на фиг. 4 - кинематическая схема механизма привода вспомогательных механизмов; на фиг. 5 - механизм выталкивания головок грибков частей прессформ; на фиг. 6 - механизм выгрузки готовых изделий; на фиг. 7 - механизм чистки и смазки частей блока прессформ; на фиг. 8 - механизм блокировки устройства.
Предложенное устройство представляет собой непрерывно вращающийся роторный стол 1, заключенный в кожух 2 с патрубком вытяжной вентиляции. Между верхней 3 и нижней 4 траверсами, .соединенными колонками 5, расположены двенадцать прессточек 6. Около каждой прессточки на нижней траверсе 4 закреплены кулачки 7 и зубчатые секторы 5 количество кулачков и зубчатых секторов равно числу прессточек.
Вращение роторного стола / осуществляется электродвигателем через червячную передачу (на чертел :ах не показаны), смонтированными в станине пресса, на вертикальном полом валу которой закреплена нижняя траверса 4 стола 1.
На оси вращения роторного стола расположен плоский распределительный золотник 9, через который подводится и отводится масло в распределители 10 гидроцилиндров 11 прессточек 6 согласно циклограмме работы устройства. К плоскому распределительному золотнику 9 через полый вал червячной передачи привода (на чертежах не показана) подсоединены три трубопровода для подвода и отвода масла низкого давления, высокого давления и слива.
Прессточка представляет собой блок прессформ 12 с гидроцилиндром 11 двойного действия. Гидроцилиндр // закреплен на верхней траверсе 3. Блок прессформ 12 состоит из плит 13, к которым крепятся верхние 14 и нижние 15 части прессформ. Для нагрева частей 14 и 15 блока прессформ в плитах 13 расположены электронагреватели (на чертеже не показаны). Плиты 13 соединены между собой стежками 16, обусловливающими одновременное и равномерное раскрытие и смыкание 5 прессформ. Центровка частей 14 и 15 прессформ при их смыкании осуществляется щтифтами 17, расположенными по бокам плит 13. В гнездах частей 14 и 15 прессформ находятся подпружиненные грибки 18, головки которых расположены заподлицо с плоскостями частей 14 и 15 прессформ. При раздвигании рычагов 19, расположенных на оси 20 в пазу плиты 13, происходит выталкивание из гнезд головок грибков 18. В исходное положение 15 рычаги и грибки возвращаются пружинами 2/. На плитах 13 имеются упоры 22, не позволяющ.ие готовым изделиям сваливаться с блока прессформ в процессе их разгрузки.
Механизм загрузки 23 заготовками блока 20 прессформ содержит стойку 24, на которой в подщипниковой опоре закреплен вал 25 с расположенными на нем шестью загрузочными рычагами 26 и поводком 27. Загрузочные рычаги 26 связаны с валом 25 защелками 28, 25 входящими в пазы вала 25. Вывод защелок28 из пазов вала 25 осуществляется соленоидами 29 толкающего типа, ввод в пазы - пружиной 30. При повороте вала 25 за поводок поворачиваются и загрузочные рычаги 26, воз0 врат их в исходное положение осуществляется пружиной 31.
Механизм привода вспомогательных механизмов включает механизм выталкивания 32 головок грибков из частей прессформ, меха5 низм выгрузки 33 готовых изделий, механизм 34 чистки и смазки частей прессформ. Он выполнен в виде станины с рельсами 35, по которым перемещается тележка 36. На станине закреплены два блока шестерен 37 и 38. Ве0 домые щестерни блоков 37 и 38 находятся в постоянном зацеплении с зубчатым сектором 39 тележки 36 и в последовательно-переменном зацеплении с зубчатыми секторами 40, закрепленными на нижней траверсе 4 ротор5 ного стола /. На тележке 36 укреплена рама 41 с рельсами, по которым возвратно-поступательно параллельно радиальным линиям роторного стола перемещаются боковые тележки 42. На раме 41 расположен также при0 вод боковых тележек 42, состоящий из электродвигателя 43, электромагнитной муфты 44, червячного редуктора 45 с двумя выходными валами, соединенными шарнирными муфтами 46 с валами ведущих звездочек 47, тянущих 5 цепей 48 боковых тележек 42. Боковые тележки 42 соединены с цепями кронщтейнами 49. Один конец кронщтейна 49 вмонтирован в цепь в качестве звена, другой - во втулку боковой тележки 42. Центр втулки тележкн 42 0 лежит на оси центров звездочек 47. При огибании звездочки 47 одним концом кронштейна 49, другой конец его поворачивается во втулке боковой тележки 42 и приостанавливает ее. Механизм выталкивания 32 головок грибков из гнезд частей прессформ служит для поднятия края готового свулканизованного изделия над плоскостями частей прессформ. Этот механизм представляет собой кронштейн 50, в бобышках которого расположены поворачивающиеся оси 51. На одном конце каждой оси 51 закреплен кулачок 52, на другом- шестерня 53. Шестерни 53 осей 51 входят в зацепление с зубчатой рейкой-54. Одной направляющей рейки служит кронштейн 55, другой - плунжер пневмоцилиндра 55. При подаче воздуха в пневмоцилиндр 56 рейка 54 поворачивает оси 5/ с кулачками 52 на 90°. По прекращении подачи во3хт;уха рейка 54 пружиной, расположенной в штоковой части пневмоцилиндра 56, возвращается в первоначальное положение, поворачивая оси 51 в исходное положение.
Механизм выгрузки 33 готовых свулканизованных изделий по конструкции аналогичен механизму 32 выталкивания головок грибков, он отличается от него тем, что на осях 51 вместо кулачков 52 закреплены сдвоенные лопаты 57. Opi подаче воздуха в пневмоцилиндр 58 лопаты 57 на осях 51 поворачиваются рейкой 54 на угол 45°. По прекраш,ении подачи воздуха рейка 54 пружиной, расположенной в штоковой части пневмоцилиндра 56, возвращает лопаты 57 в исходное положение.
Механизм 34 чистки и смазки частей блока прессформ выполнен в виде смонтированных на несущем кронштейне 59 горизонтально расположенных щести смазочных головок 60 и торцовых сдвоенных щеток - верхней 61 и нижней 62, щетки насажены на валик, имеющий своими опорами втулки корпуса 63, который является щеткодержателем и крепится лапами 64 к двум трубам 65, предназначенным для подачи в смазочную головку 60 масла и воздуха. Нижняя щетка 62 с корпусом 65 выполнены как пневмоцилиндр. При подаче в него воздуха нижняя щетка 62 опускается и после отключения подачи воздуха пружиной возвращается в исходное положение. На валиках (на чертеже не показаны) между верхними 61 и нижними щетками 62 насажены шкивы, обеспечивающие вращение щеток 61 и 62 через клиноременные передачи 66 от вертикального вала 67 и электродвигателя 68. Воздух в пневмоцилиндры нижних щеток 62 и смазочных головок 60 подается по стоякам 69 и 70, масло в смазочную головку 60- по стояку 71. Смазочная головка 60 представляет собой корпус, сваренный из прямоугольных труб (труба в трубе), в которые ввернуты маслораспылители 72.
Устройство работает следующим образом.
При вращении роторного стола 1 кулачки 7, расположенные на нижней траверсе 4, последовательно входят в зацепление с поводком 27. механизма загрузки. Поводок 27 поворачивает вал с загрузочными рычагами 26, которые пере тещают заготовки с полок стеллажа 73 в части 15 блока прессформ 12. По выходе из контакта кулачка 7 и поводка 27 загрузочные
рычаги 26 возвращаются в исходное положение. После загрузки заготовок в гидроцилиндр 11 подается масло иизкого давления и блок прессформ закрывается. Затем подается масло высокого давления и начинается процесс подпрессовки. Далее прессформы приоткрываются для выпуска газа и снова смыкаются. Начинается процесс вулканизации заготовок изделий. По окончании вулканизации прессформы 12 раскрываются: начинается выгрузка изделий, чистка и смазка частей 14 и 15 прессформ.
В момент совпадения осей механизма выгрузки 33 изделий, механизма 34 чистки и
смазки частей прессформ с осями прессточек 6 зубчатый сектор 40 нижней траверсы входит в зацепление с первым блоком шестерен 57 и тележка 36 по рельсам 55 станины начинает синхронно двигаться с роторным столом 1,
при этом угловые скорости перемещения тележки и роторного стола равны.
В пневмоцилиндр 56 механизма выталкивания головок грибков /S подается воздух, кулачки 52, находящиеся в этот момент между
рычагами 19 прессформ 12, поворачиваются и раздвигают рычаги 19, которые выталкивают головки грибков 18 из частей 14 и 15 прессформ и тем самым приподнимают края готовых свулканизованных изделий над плоскостями частей 14 и 15 прессформ 12. При этом от конечного выключателя срабатывает электромагнитная муфта 44 и боковые телелски 42 с механизмом выгрузки 55 изделий, механизмом 34 чистки и смазки прессформ перемещаются цепями 48 к прессточкам 6. От пневмоцилиндра 58 выгрузки изделий отключается воздух и лопаты 57 занимают горизонтальное положение. При движении механизма выгрузки 55 изделий и механизма 34 чистки и смазки частей прессформ к прессточкам 6 происходит следующее.
Сдвоенные лопаты 57 входят в зазоры между приподнятыми краями изделий и частей
прессформ, отрывают изделия, которые остаются иа нижней части сдвоенных лопат 57. Вращающиеся щетки 61 и 62 механизма чистки и смазки частей 14 и 15 прессформ производят их чистку.
После входа лопат 57 в зазоры, образованные краями изделий и частями 14 и 15 пресс форм, прекращается подача воздуха в пневмоцилиндр 56 механизма выталкивания 32 головок грибков 18, кулачки 52 поворачиваются в исходное положение и грибки 18 пружинами 21 возвращаются в гнезда частей 14 и 15 прессформ.
При остановке. телел ек 42, в момент огибания кронштейном 49 звездочкн 47, в пневмоцилиндры, выполненные частями нил-сних щеток 62 и корпусом 63 щеткодерлсателя, подается воздух, нижние щетки опускаются и зачищают части 15 прессформ. линдры щеток 52 и они пружинами возвращаются в исходное положение. В смазочную головку 60 подаются масло и воздух и начинается смазка частей М и 15 прессформ. При выходе смазочных головок 60 из пространства, образованного частями 14 и 15 прессформ, прекращается подача масла и воздуха в смазочную головку 60 и смазка частей прессформ. Работа механизмов загрузки заготовок, выгрузки готовых изделий, чистки и смазки частей прессформ происходит одновременно. В конце обратного хода боковых тележек 42 срабатывает конечный выключатель, электромагнитная муфта 44 выключается и боковые тележки 42 с механизмом выгрузки 33 изделий, механизмом 34 чистки и смазки частей прессформ останавливаются. Зубчатый сектор 40 выходит из зацепления с первым блоком шестерен 37 и входит в зацепление со вторым блоком шестерен 38; тележка 36 начинает двигаться в обратном направлении (холостой ход). Время рабочего и холостого хода равно времени поворота роторного стола на один шаг. В конце обратного- хода тележки 36 в пневмоцилиндр 58 механизма выгрузки изделий подается сжатый воздух, лопаты 57 поворачиваются и готовые изделия, соскальзывают с них на полки 74 механизма блокировки. При дальнейшем скольжении изделия нал имают на рычаги 75, которые, поворачиваясь на осях, включают микровыключатели 76, что сигнализирует о выгрузке изделия из блока прессформ. Рычаги 75 могут поворачиваться только под действием определенного веса изделия, для чего служат регулировочные грузы 77. В случае невыгрузки изделия из какой-либо прессформы микровыключатель 76 не срабатывает. Подается сигнал на отключение определенного загрузочного рычага 26 механизма загрузки и неразгруженная прессформа не загружается. Зубчатый сектор 40 следующей прессточки 6 входит в зацепление с первым блоком шестерен 37 механизма привода вспомогательных механизмов, включается электромагнитная муфта 44 привода боковых тележек 42 и цикл работы устройства с исполнительными механизмами повторяется. Предмет изобретения 1. Устройство роторного типа для вулканизации резиновых и асбесто-резиновых изделий, например фрикционных колец сцепления, включающее смонтированные на станине вертикальный вал с роторным столом и траверсами, на которых закреплены гидропроводы и связанные с ними части прессформ, отличающееся тем, что, с целью повышения производительности и улучшения условий труда, а также для обеспечения механизации загрузки заготовок изделий, на установленной рядом с роторным столом стойке смонтированы вертикальный вал с поводком и с горизонтально расположенными загрузочными рычагами и защелки с пружинами и соленоидами, связывающими рычаги с валом. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения отрыва краев готовых изделий от частей прессформ, последние снабжены подпружиненными грибками, перемешаемыми по вертикали в гнездах частей прессформ с помощью рычагов, смонтированных на осях и расположенных в пазах плит прессформ. 3. Устройство по пп. 1 и 2, отличающееся тем, что, с целью обеспечения выталкивания головок грибков из гнезд прессформ, на установленном рядом с роторным столом кронштейне смонтированы в бобышках поворачивающиеся на 90° оси с закрепленными на концах каждой оси кулачком и шестерней, входящей в зацепление с зубчатой рейкой, получающей с помощью пневмоцилиндра возвратно-поступательное перемещение в направляющих кронщтейна. 4.Устройство по пп. 1-3, отличающееся тем, что, с целью обеспечения механизации выгрузки готовых изделий, на установленном рядом с роторным столом кронштейне смонтированы в бобышках поворачивающиеся на 45° оси, с закрепленными на концах каждой оси сдвоенной лопатой и шестерней, входящей в зацепление с зубчатой рейкой, получающей с помоидью пневмоцилиндра возвратно-постунательное перемещение в направляющих кронштейна. 5.Устройство по пп. 1-4, отличающееся тем, что, с целью обеснечения чистки и смазки частей прессформ, на установленном рядом с роторным столом кронштейне смонтированы горизонтально расположенные и вращаемые от электропривода головки, выполненные в виде сдвоенных торцовых щеток, одна из которых подпружинена и получает перемещение по вертикали с помощью пневмоцилиндра, составленного из частей щетки и корпуса щеткодержателя. 6.Устройство по пп. 1-5, отличающееся тем, что, с целью обеспечения равной угловой скорости перемещения роторного стола и других подвижных частей автомата, на установленной рядом с роторным столом станине смонтированы рельсы и тележка, перемещаемая у роторного стола по дуге окружности с помощью зубчатых секторов, закрепленных на траверсе роторного стола, и зубчатого сектора с двумя блоками шестерен, смонтированных на тележке, на которой укреплена рама с рельсами и боковыми тележками, получающими возвратно-поступательное перемещение по радиальным линиям роторного стола с помощью электродвигателя посредством ведущих звездочек и цепей перемещения боковых тележек.
23
32 33
(риг.1
//
К лачок
иг г
ЗО 28 29
Фиг. 3


| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| ВУЛКАНИЗАТОР ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ СЪЕМНЫХ ПРОТЕКТОРНЫХ КОЛЕЦ | 1968 |
|
SU231102A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1968 |
|
SU208256A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРЕЗИНИВАНИ'Г'^ ВЕНТИЛЕЙ ПНЕВМОКАМЕР | 1965 |
|
SU174347A1 |
| РОТОРНО-ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1970 |
|
SU263129A1 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ПАЧКИ ИЗДЕЛИЙ ПРОВОЛОКОЙ | 1969 |
|
SU233521A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |



из
37 W
ив 3635
Фиг и
56
58
