Изобретение относится к обработке металлов давлением с последующим упрочнением изделий термической обработкой и может быть использовано на машиностроительных предприятиях, например, сельскохозяйственного машиностроения при изготовлении отвалов плугов.
Целью изобретения является повышение производительности и расширение технологических возможностей линии.
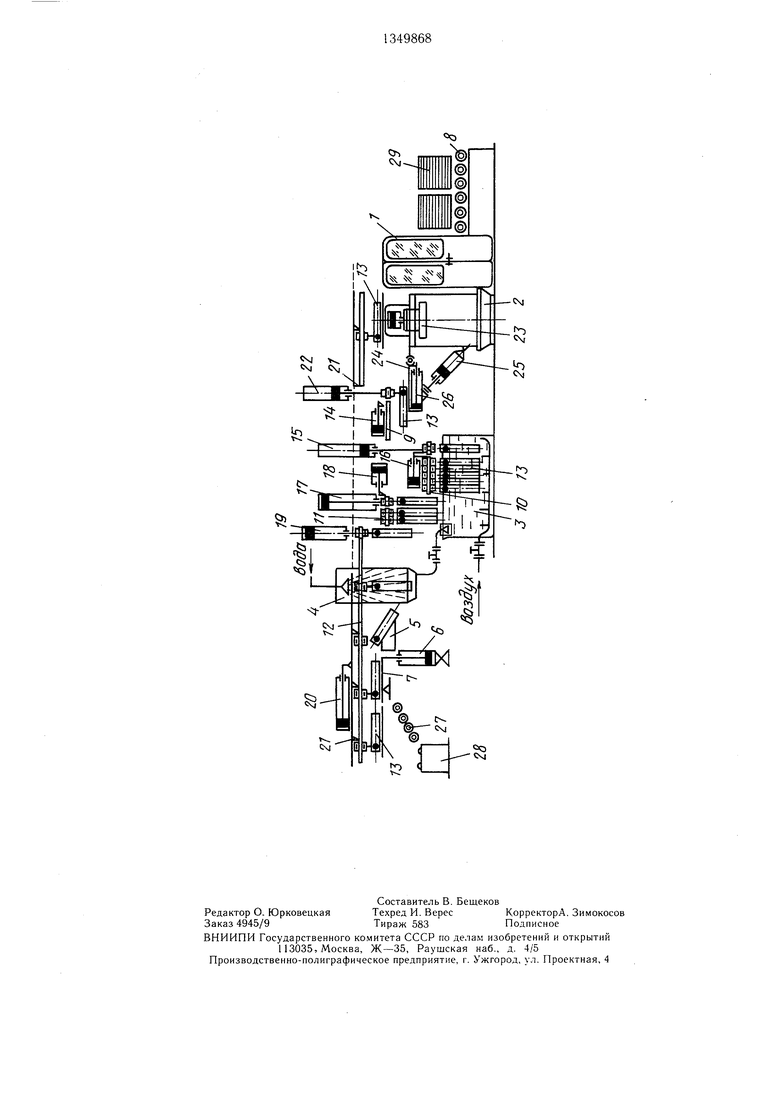
На чертеже показана предлагаемая поточ- ная линия.
Поточная линия содержит индукционный нагреватель 1, штамповочный пресс 2 для формообразования деталей, в данном случае
перемешается в верхнее положение. Перемещение кассет 13 по ванне 3 осуществляется цилиндром 16 переноса по штанге 10, при этом каждая предыдушая кассета тол- 5 кает каждую последующую, т.е. таким образом осуществляется выдержка необходимого по технологии закалки времени.
Далее цилиндром 17 подъема кассета 13 с закаленной деталью вынимается из ванны и цилиндром 18 перемещения подается на штангу 11, где происходит стекание раствора закалочной среды в ванну 3.
Затем цилиндром 19 подъема кассета 13 подается на центральный монорельс 12. По центральному монорельсу 12 кассета 13 переотвалов плугов, закалочную ванну 3, уст- j мещается механизмом 21 перемещения, при- ройство 4 для отмывки деталей, устройство для вь)грузки деталей валов, включающее копир 5 и цилиндр 6, связанный с двуплечим рычагом 7.
В транспортирующую систему входят
водимым в движение цилиндром 20, сначала в устройство 4 для отмывки деталей, затем к устройству для выгрузки деталей. Перемещаясь вперед, кассета 13 встречает на пути копир 5 и, заняв горизонтальтранспортер-накопитель 8, штанги 9-12 в 20 ное положение, попадает на двуплечий ры- виде монорельсов, кассеты 13 под детали, ци-чаг 7. Цилиндр 6 поворачивает рычаг 7 с размещенной на нем кассетой 13, и
линдр 14 переноса кассет, цилиндр 15 опускания кассет, цилиндр 16 переноса кассет, цилиндр 17 подъема кассет, цилиндр 18 переноса кассет, цилиндр 19 подъема кассет, цилиндр 20 механизма 21 перемещения и цилиндр 22 опускания кассет. Штамповочный пресс 2 снабжен устройством 23 для выгрузки деталей и механизмом поворота кассет 13, выполненным в виде поворотного стола 24, связанного с цилиндром 25 поворота. Стол 24 снабжен механизмом 26 загрузки деталей в кассеты 13. На участке выгрузки деталей из кассет 13 установлены рольганг 27 и тара 28.
Поточная линия работает следующим образом.
З.аготовки деталей 29 стопкой устанавливаются на транспортер-накопитель 8 и подаются на позицию загрузки, где магнитными захватами (не показаны) заготовки зах25
30
кассетой i 6, и деталь выскальзывает из кассеты 13, попадая на рольганг 27, а затем в тару 28.
Пустая кассета 13, продолжая перемещаться по С-образному центральному монорельсу 12, попадает на исходную позицию и цилиндром 22 опускается на приемный стол 24. Включается цилиндр 25, и кассета 13 вместе со столом принимает горизонтальное положение, ожидая очередных деталей.
Формула изобретения
.Поточная линия для изготовления дета- , лей, например отвалов плугов, содержащая индукционный нагреватель заготовок, штамповочный пресс, закалочную ванну, соединенные системой транспортировки заготовок, имеющей штанги, устройство для отмывки де талей, а также устройство для удаления говатываются по одной и подаются в индук- 40 товых деталей, отличающаяся тем, что, с
ционный нагреватель 1. Затем нагретая заготовка переносится в пресс 2, где производится формирование детали, после чего она устройством 23 выгружается на стол 24. Механизмом 26 деталь загружается в кассету 13, расположенную на столе 24 горизонтально и соединенную со штоком цилиндра 22. Далее цилиндр 25 поворачивает стол 24 и кассета 13 под действием силы веса принимает вертикальное положение. Цилиндром 14 переноса кассета 13 по штанге 9 перемешается к закалочной ванне 3 и опускается в нее цилиндром 15 опускания. Освобожденный от кассеты шток цилиндра 22
45
50
целью повышения производительности и расширения технологических возможностей, она снабжена кассетами под отштампованные детали с приводом их установки в исходное положение и перемещения в виде силовых цилиндров, столом, установленным на штамповочном прессе со стороны закалочной ванны и снабженным приводом реверсивного поворота относительно горизонтальной плоскости, .механизмом загрузки отштампованных деталей в кассеты, при этом кассеты размещены с возможностью их установки в исходном положении на указанном столе.
перемешается в верхнее положение. Перемещение кассет 13 по ванне 3 осуществляется цилиндром 16 переноса по штанге 10, при этом каждая предыдушая кассета тол- кает каждую последующую, т.е. таким образом осуществляется выдержка необходимого по технологии закалки времени.
Далее цилиндром 17 подъема кассета 13 с закаленной деталью вынимается из ванны и цилиндром 18 перемещения подается на штангу 11, где происходит стекание раствора закалочной среды в ванну 3.
Затем цилиндром 19 подъема кассета 13 подается на центральный монорельс 12. По центральному монорельсу 12 кассета 13 перемещается механизмом 21 перемещения, при-
мещается механизмом 21 перемещения, при-
водимым в движение цилиндром 20, сначала в устройство 4 для отмывки деталей, затем к устройству для выгрузки деталей. Перемещаясь вперед, кассета 13 встречает на пути копир 5 и, заняв горизонтальмещенной на нем кассетой 13, и
25
30
кассетой i 6, и деталь выскальзывает из кассеты 13, попадая на рольганг 27, а затем в тару 28.
Пустая кассета 13, продолжая перемещаться по С-образному центральному монорельсу 12, попадает на исходную позицию и цилиндром 22 опускается на приемный стол 24. Включается цилиндр 25, и кассета 13 вместе со столом принимает горизонтальное положение, ожидая очередных деталей.
Формула изобретения
.Поточная линия для изготовления дета- , лей, например отвалов плугов, содержащая индукционный нагреватель заготовок, штамповочный пресс, закалочную ванну, соединенные системой транспортировки заготовок, имеющей штанги, устройство для отмывки деталей, а также устройство для удаления го5
0
целью повышения производительности и расширения технологических возможностей, она снабжена кассетами под отштампованные детали с приводом их установки в исходное положение и перемещения в виде силовых цилиндров, столом, установленным на штамповочном прессе со стороны закалочной ванны и снабженным приводом реверсивного поворота относительно горизонтальной плоскости, .механизмом загрузки отштампованных деталей в кассеты, при этом кассеты размещены с возможностью их установки в исходном положении на указанном столе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для штамповки деталей из листовых заготовок | 1979 |
|
SU863099A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Установка для изготовления отвалов плугов | 1974 |
|
SU640816A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для штамповки | 1981 |
|
SU997924A1 |
| Линия для обработки изделий в жидкостях | 1989 |
|
SU1694701A1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям поточных линий для изготовления деталей, например отвалов плугов. Целью изобретения является повышение производительности и расширение технологически.ч возможностей линии. Для достижения цели линия снабжена кассетами под отшта.мпованпые детали с приводом и.х установки в исходное положение и перемещения в виде силовых цилиндров, столом, установленным на штамповочном прессе, с приводом качательного движения и механизмом загрузки отц тампо- ванных деталей в кассеты. В исходном положении кассеты поочередно размешаются на указанном столе. После загрузки в них отштампованных деталей кассеты перемешаются в закалочную ванну, в которой каждая предыдущая кассета проталкивается следующей кассетой на позицию выгрузки из ванны. Далее кассеты попадают в устройство для отмывки деталей, а затем на позицию выгрузки деталей из кассет. 1 и,1. $ (Л ОО N CD 00 с: 00
| Установка для изготовления отвалов плугов | 1974 |
|
SU640816A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
