Известно устройство для поперечной передачи длинного проката. включа оп1ее рольганг с установленными с обеих ето сторон ci-лизами для приема проката.
Предлагаемое устройство отличается тем. что, с пелыо раздачи прохага на две сторопл при повьиненных скоростях н сброса его с рольганга, огю снабжено поворотным относительно вертикальной осп упором, плита которого выполнена в виде с криволпнейпь;ми боковыми поверхностями, острпе которого направлено навстречу двпженпо проката, а противополож1п 1е участки боковттч поверхностей перпендикулярпы нап|1аБленню движения проката.
Для предотврап1.ения заброса заднего копн,а проката в сторону, противоположную сбросу, устройство снабжено установленным на входной стороне рольганга нриводиьг отбойником, выполненным в виде двуплечего рычага, на концах которого укреплены направляющие линейкн.
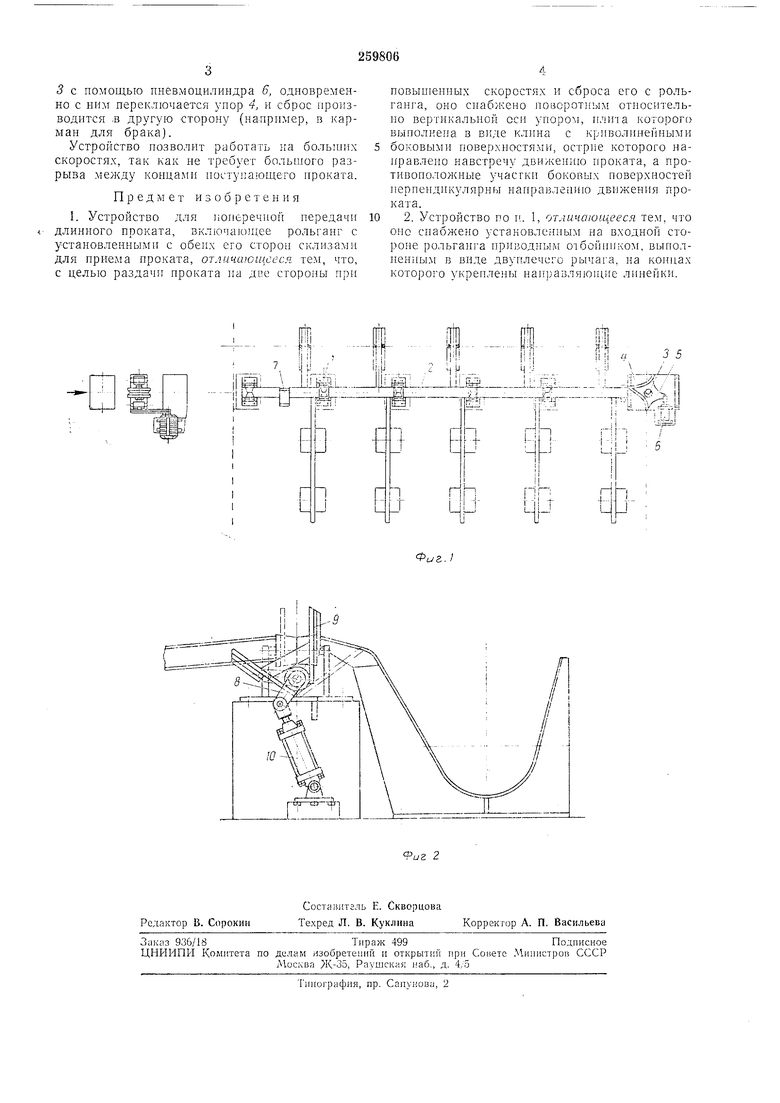
Па фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то . ноперечный разрез.
Предлагаемое устройство состоит из неприводпого рольганга, состояи1,его из роликов / и установленного по длине сбрасываемого проката. Ролики выполнены с малым УГЛОМ раза между роликами установлены
проводки 2. ia к выхода хттаювле
- оп -1 плпга 5 которого вептикальпой о::
K. с ХрПВОЛИ |СЙНЫМИ П11Полнспа з втхе
боХОВЫлП; ПОГОРХ;
iпcтя iI, гстпс ьоторого движению прот-ата, а проП1швлс 0 уавс:поч 6oKOBi)iv поверхностей
ТИВОПОЛОЖПЬС Y паправленпю движения ппопеппе;1дихуля:1 ;ь:V1 4 осу;к1сстхт:стся от нневката. Пр1;вод упо
.юпилипдра . х п мскг. .. оольганга и упора / равен 20-50°. Па лабоче : часть;о тольганга (у заднего кОЩа входной стороне юкатл) ролика п1 / сбрасываоогп nv тной отбойник 7. выполненустлиовлеи пшпо лсчего пьчл- а 8. на концах
иый в виде :ь накпг:вл:ю1 ;ие лннейкн 9.
которого гкреплс 1 7 ос пествл:1стся от н тевП.тивод огбойппхг
мопи. 10.
сь го ;рг:-|СПОртно: 1У рольПрокат. разгОМ ;-л чеогеже пепел участгангу (не по-а Я1 ас: па 1;сири.водной рольганг, ком ко: тппсйную (параболическую)
УДоПЯЯСЬ о rPHBi ; -L пепемен1ается
поверхность -тосй оси. Задний конец пропеп1 еид11;луляэ::о
1:ТИ в ПрОГТШОПОЛОЖИуЮ 5 ката. стрсм-х1п- :с
а теожпвагтсн отбойнико: 1 7.
сбросу CTOpOilv. ; деЛормацин средней части
3 с помощью пневмоцилиндра 6, одновременно с ним переключается упор 4, и сброс производится .в другую сторону (напрпмер, в карман для брака).
Устройство позволит работать на болыних скоростях, так как не требует большого разрыва между концами иостугающего нроката.
Предмет изобретения
1. Устройство для поперечной передачи длинного проката, включаюн1ее рольганг с установленными с обеих его сторон с лизами для приема проката, отличающееся тем, что, с целью раздачи проката па две стороны при
повыпшнных скоростях и сброса его с рольганга, оно снабжено поворотным относительно вертикальной оси упором, плша которого выполнена в виде клина с криволинейными боковыми поверхностями, острие которого направлено навстречу движению проката, а противоноложные участки боковых поверхностей перпепдпкулярны нанравлению движения нроката.
2. Устройство по п. 1, отличающееся тем, что оио сиабжено установленным на входной стороне рольганга ириводным отбойником, выполненны.м в виде двуплечего рычага, на концах которого укреплены направляюпи1е линейки.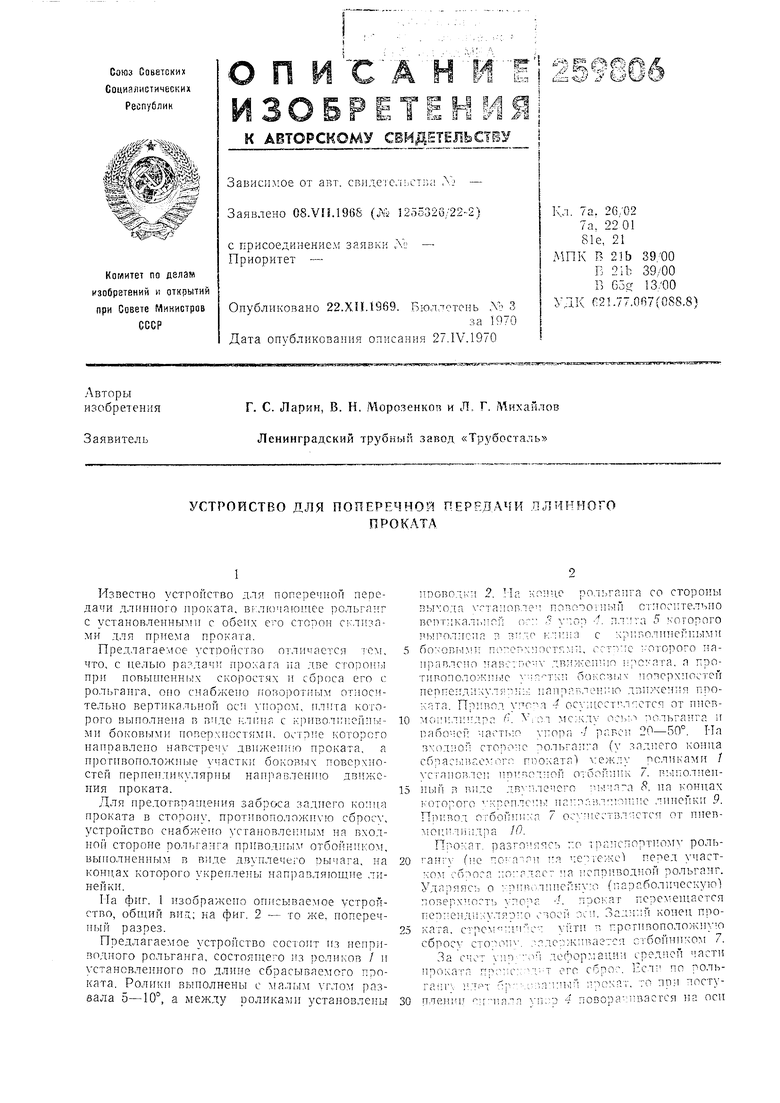
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Упор для остановки проката на рольганге | 1979 |
|
SU808175A1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ, НАПРИМЕР, СОРТОВОГО ПРОКАТА | 1996 |
|
RU2100112C1 |
| Устройство к летучим ножницам для направления перемещения отрезанных частей проката | 1987 |
|
SU1407704A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 1999 |
|
RU2186718C2 |
| СПОСОБ СНИЖЕНИЯ ОХЛАЖДЕНИЯ БОКОВЫХ И ТОРЦЕВЫХ ГРАНЕЙ ГОРЯЧЕГО СЛЯБА В ПРОЦЕССЕ ЕГО ТРАНСПОРТИРОВКИ НА ПРОКАТКУ И ПЕЧНАЯ ГРУППА ОБОРУДОВАНИЯ ШИРОКОПОЛОСОВОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ НА СТОРОНЕ ВЫДАЧИ СЛЯБОВ ИЗ ПЕЧИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2468876C2 |
| ТЕРМОРАДИАЦИОННАЯ СУШИЛКАВСЕСОЮЗНАЯ | 1970 |
|
SU271375A1 |
| Автоматизированный участок для резки проката | 1985 |
|
SU1625665A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
