Предлагаемый станок для изготовления грабельных колышков представляет собою простой токарный станок, в котором обычного вида суппорт заменен суппортом особого устройства, несущим, кроме основного резца, еще два вспомогательных резца на поворотном рычаге и передвигаемым вручную при посредстве, шестерни по зубчатой рейке, закрепленной на станке параллельно оси его центров.
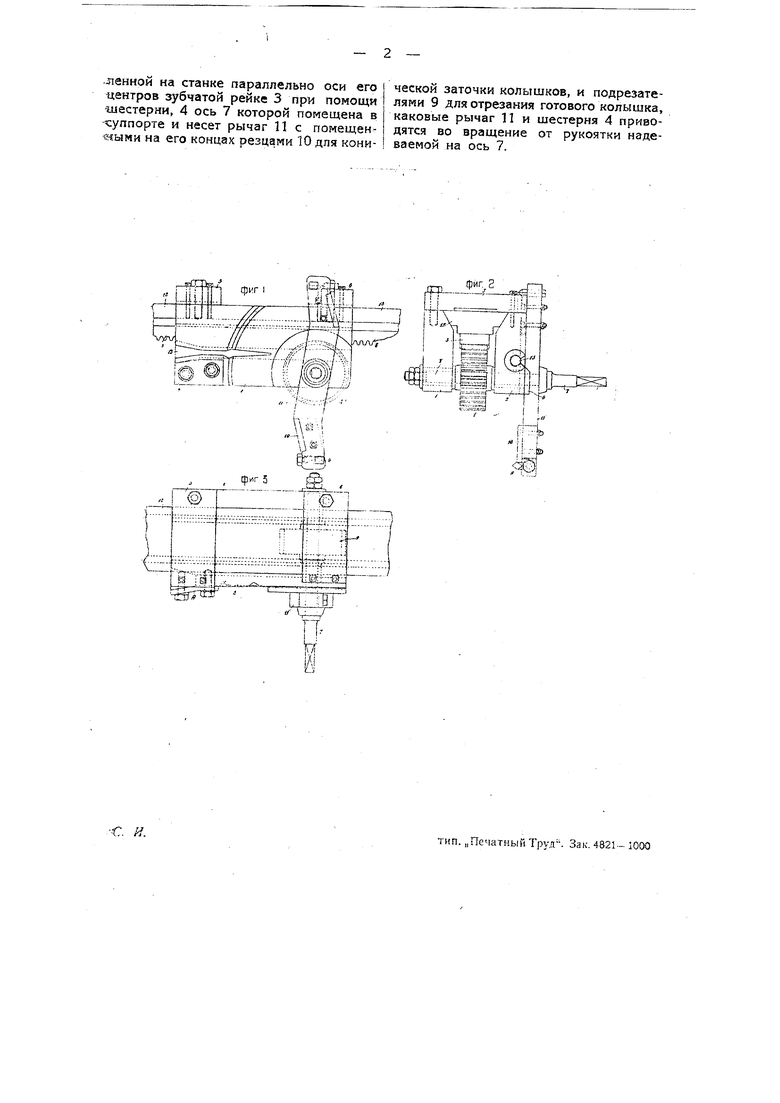
На чертеже фиг. 1 изображает не весь станок, а только вид суппорта, спереди; фиг. 2 - вид его сбоку; -фиг. 3 - вид сверху.
Укрепленная на станке параллельно оси центров его полоса 12, имеющая поперечное сечение в форме ласточкиного хвоста и снабженная внизу зубчатой рейкой 3, служит направляющей для перемещения суппорта, состоящего из двух боковых стенок 1 и 2, соединенных в верхней части двумя перекладинами 5 и б, скользящими по направляющей полосе 12. Через обе стенки проходит ось 7, на которой между ними насажена щестерня 4, сцепляющаяся с зубчатой рейкой 3. Стенка 2 снабжена продольным гнездом 13 для помещения в нем заготовки при обточке; вблизи гнезда на стенке закреплен основной рабочий резец 8. На выступающей из стенки 2 части оси 7 насажен поворотный вместе с нею рычаг 11, несущий на каждом конце по резцу 10 для конической заточки колыщков и подрезателю 9 для отрезания готового колыщка. После зажатия заготовки в патрон станка и приведения его во вращение, поворотом при помощи рукоятки, надетой на квадратный конец оси 7, шестерни 4 надвигают суппорт на заготовку, которая входит в гнездо 13 и подвергается обточке на цилиндр резцом 8. При вращении шестерни поворачивается и рычаг 11, и когда один из концов его подойдет к отверстию гнезда 13, то начнут работать резец 10 и подрезатель 9. Обработанный колышек перемещается по гнезду путем проталкивания идущей за ним заготовки. При дальнейшем полуобороте шестерни 4, к гнезду подойдет другой конец рычага 11 и закончит обработку второго колышка и т. д., так что за каждый оборот шестерни будет изготовляться по два колышка. Количество их выпущенное за одно перемещение суппорта будет зависеть от длины станка.
Предмет изобретения.
Станок для изготовления грабельных: колышков, отличающийся тем, что суппорт 1 к 2 с основным резцом 8 перемещается, в целях подачи по установленной на станке параллельно оси его j ческой заточки колышков, и подрезатечентров зубчатой рейке 3 при помощи шестерни, 4 ось 7 которой помещена в -суппорте и несет рычаг 11с помещенными на его концах резцами 10 для конилями 9 для отрезания готового колышка, каковые рычаг 11 и шестерня 4 приводятся во вращение от рукоятки надеваемой на ось 7.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление в патроне круглопалочного станка для отрезания обработанной части от заготовки | 1929 |
|
SU16399A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Станок для изготовления драни | 1931 |
|
SU30832A1 |
| Прибор для автоматической заточки спиральных сверл | 1930 |
|
SU25062A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Станок для изготовления изделий типа пробок | 1991 |
|
SU1781038A1 |
| УСТРОЙСТВО ДЛЯ ОСТАНОВА И ОТВОДА РЕЗЦА ОТ ОБРАБОТАННОЙ ПОВЕРХНОСТИ | 1972 |
|
SU435068A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| СТАНОК ДЛЯ ТОЧКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (СТЕКЛЯННЫХ ЛИНЗ) | 1926 |
|
SU11292A1 |
фиг 5
illBJ
, -/ гт
у
я

