Изобретение относится к области контактной стыковой сварки, преимущественно оплавлением, для получения косых швов, заданной длины, позволяющих увеличить прочность сварных соединений.
Известен способ контактной сварки, при котором во время оплавления одной из свариваемых деталей сообщают колебательные движения в поперечном направлении, что снижает установочную мощность сварочной машины, но не позволяет получить косой шов заданной длины.
Для уменьшения установочной мощности сварочной машины при получении сварных соединений с косыми швами без специальной подготовки торцов предложено в процессе оплавления и осадки свариваемые детали (в крайнем случае одну деталь) поступательно перемещать в поперечном направлении, а скорость перемещения регулировать.
Поперечное перемещение одной из деталей в направлении, перпендикулярном осадке, можно производить как в вертикальной, так и в горизонтальной плоскостях.
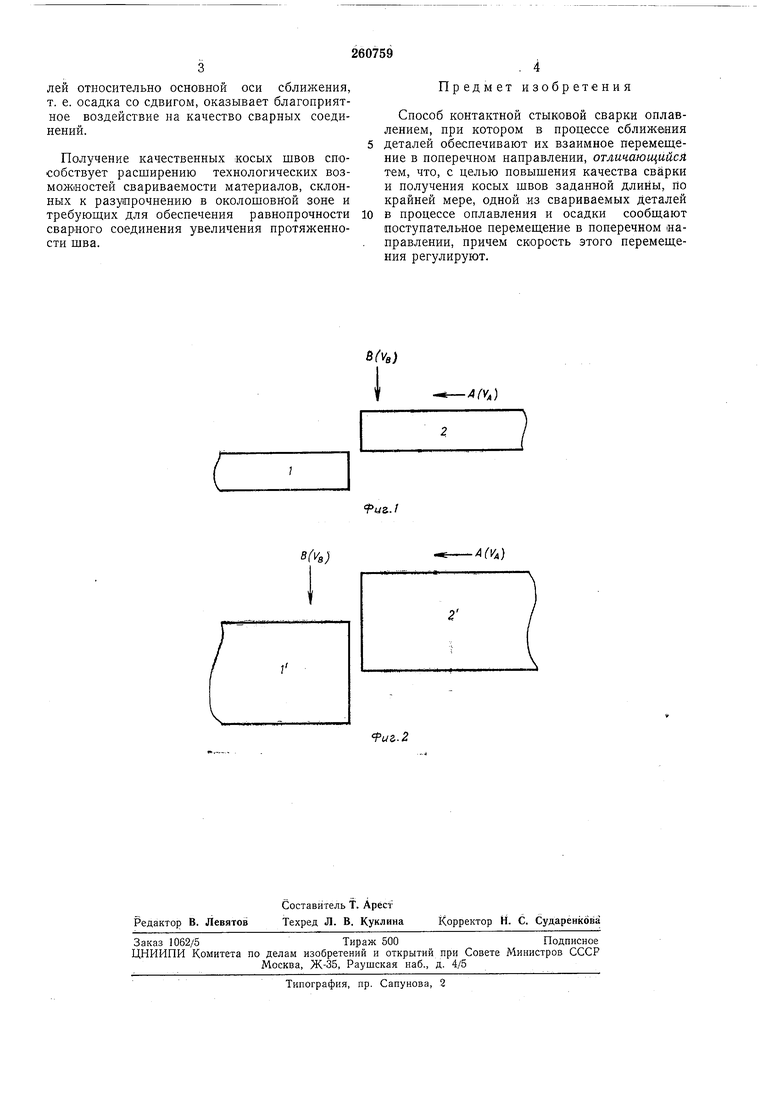
На фиг. 1 и 2 показаны принципиальные схемы предлагаемого способа.
плоскость оплавления, угол наклона которой относительно продольной оси свариваемых деталей определяется скоростями подачи в продольном и поперечном направлениях. Поскольку скорость оплавления зависит от рода свариваемых материалов и определяется технологическими требованиями, обычно для получения шва требуемой длины изменяют скорость подачи Vв в поперечном направлеНИИ. Поскольку скорость оплавления в процессе сварки изменяется, для сохранения требуемой геометрии щва по заранее заданным программам изменяют и скорость VB (в зависимости от изменения скорости VA сближения
деталей).
Сварку косым швом обычно выполняют по схеме, изображенной на фиг. 2, но при значительной толщине изделий косой щов можно получить и в вертикальной плоскости (см.
фиг. 1).
Перемещение свариваемых деталей относительно друг друга в направлении, указанном стрелкой В, приводит к механическому разрушению расплавленных перемычек, благодаря
чему мощность, необходимая для оплавления свариваемых деталей, уменьщается.
лей относительно основной оси сближения, т. е. осадка со сдвигом, оказывает благоприятное воздействие на качество сварных соединений.
Получение качественных косых швов способствует расширению технологических возможностей свариваемости материалов, склонных к разупрочнению в околошовной зоне и требующих для обеспечения равнопрочности сварного соединения увеличения протяженности шва.
Предмет изобретения
Способ контактной стыковой сварки оплавлением, при котором в процессе сближения деталей обеспечивают их взаимное перемещение в поперечном направлении, отличающийся тем, что, с целью повышения качества сварки и получения косых швов заданной длины, йо крайней мере, одной .из свариваемых Деталей в процессе оплавления и осадки сообш,ают поступательное перемещение в поперечном направлении, причем скорость этого перемещения регулируют.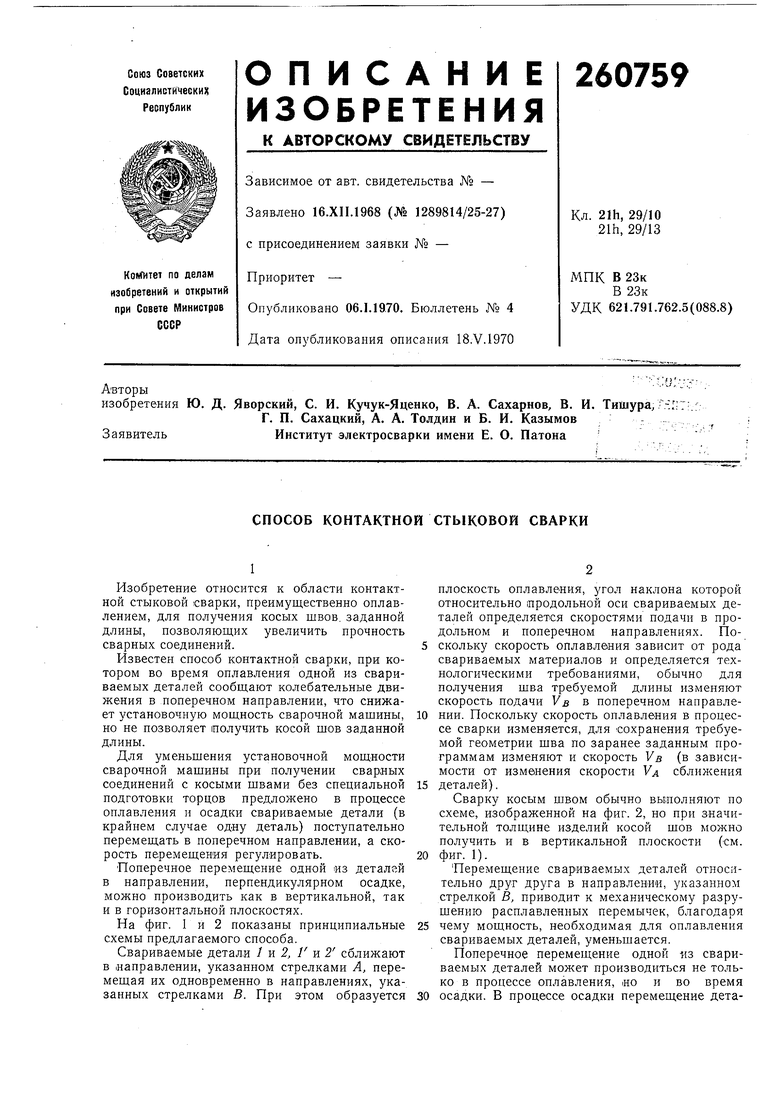
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ЧУГУНА ОПЛАВЛЕНИЕМ | 2003 |
|
RU2240904C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1662787A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1328110A1 |
| Способ контактной стыковой сварки импульсным оплавлением | 1977 |
|
SU1022407A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением с подогревом звеньев цепей | 1986 |
|
SU1412905A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2017 |
|
RU2683668C1 |
B(VB)
B(VB)
)
.xl()
