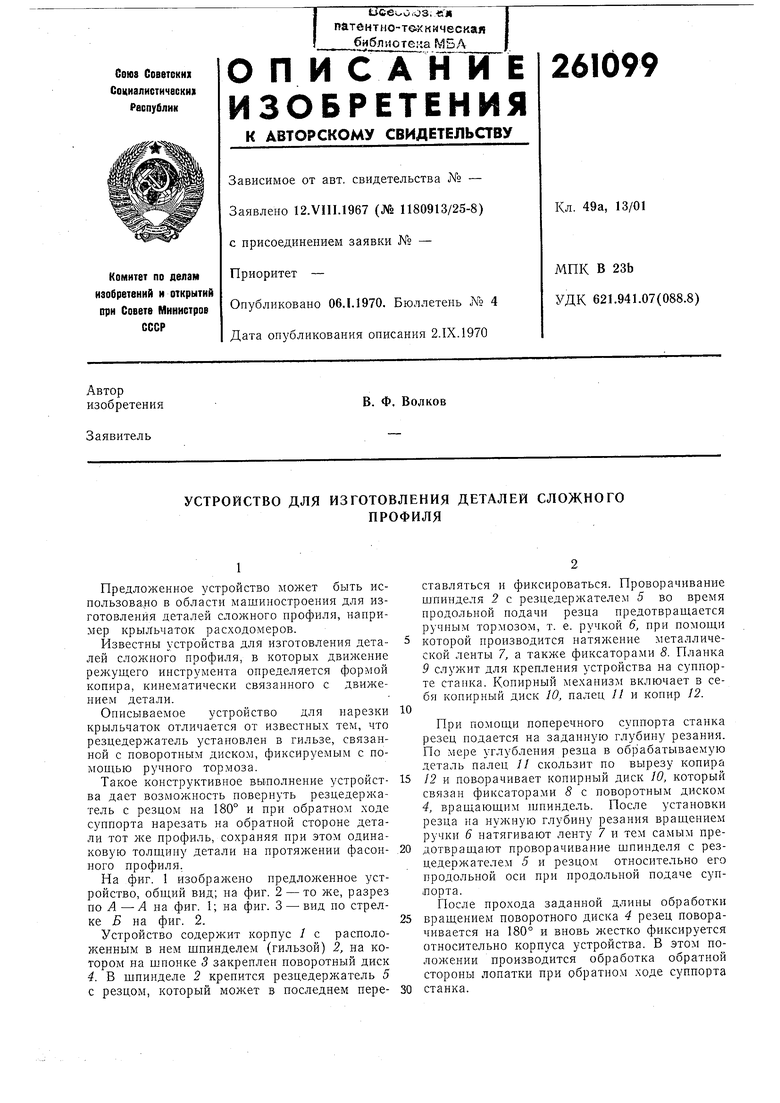
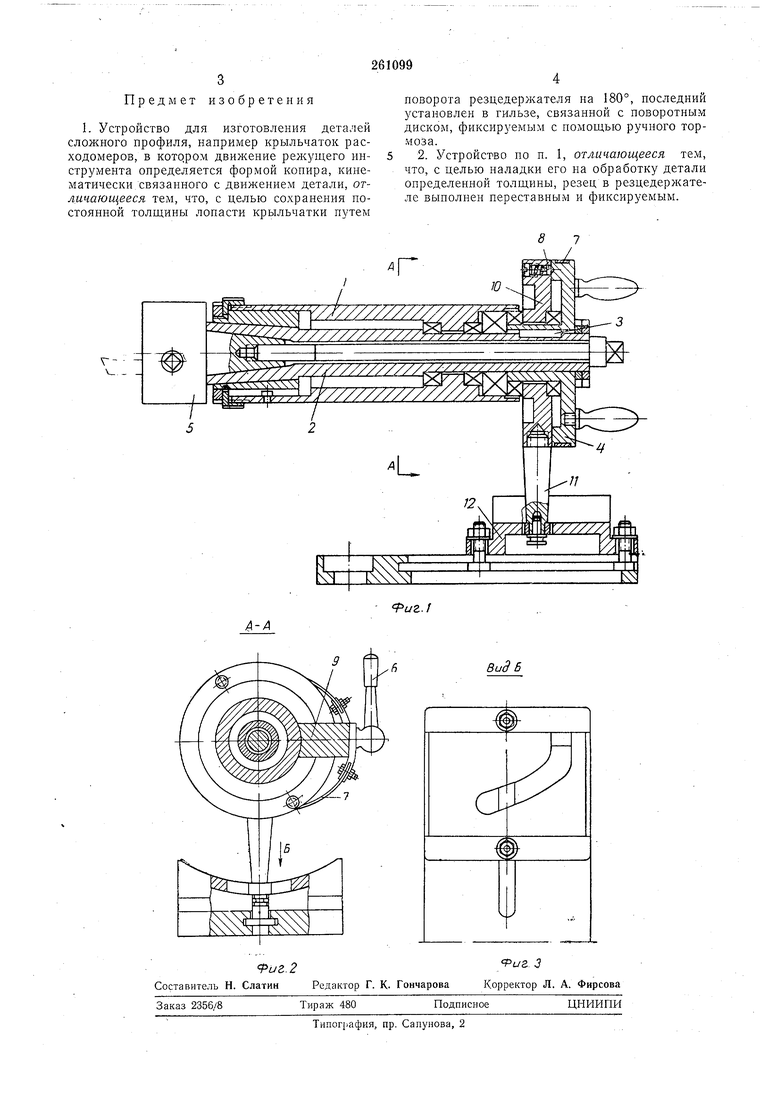
Предложенное устройство может быть использова,но в области машиностроения для изготовления деталей сложного профиля, например крыльчаток расходомеров. Известны устройства для изготовления деталей сложного профиля, в которых движение режущего инструмента определяется формой копира, кинематически связанного с движением детали. Описываемое устройство для нарезки крыльчаток отличается от известных тем, что резцедержатель установлен в гильзе, связанной с поворотным диском, фиксируемым с помощью ручного тормоза. Такое конструктивное выполнение устройства дает возможность повернуть резцедержатель с резцом на 180° и при обратном ходе суппорта нарезать на обратной стороне детали тот же профиль, сохраняя нри этом одинаковую толщину детали на протял ении фасонного профиля. На фиг. 1 изображено нредлолсенное устройство, общий вид; на фиг. 2 - то же, разрез по Л-А на фиг. 1; на фиг. 3 - вид но стрелке Б на фиг. 2. Устройство содержит корнус / с расположенным в нем щцинделем (гильзой) 2, на котором на шпонке 5 закреплен новоротный диск 4. В щпинделе 2 крепится резцедерл атель 5 с резцом, который в последнем переставляться и фиксироваться. Проворачивание шпинделя 2 с резцедержателем 5 во время продольной подачи резца предотвращается ручным тормозом, т. е. ручкой 6, при помощи которой производится натял ение металлической ленты 7, а также фиксаторами 8. Планка 9 для крепления устройства на сунпорте станка. Копирный механизм включает в себя копирный диск 10, палец И и копир 12. При помощи поперечного суппорта станка резец подается на заданную глубину резания. По мере углубления резца в обрабатываемую деталь палец // скользит по вырезу копира 12 и поворачивает копирный диск 10, который связан фиксаторами 5 с поворотным диском 4, вращающим Н1пиндель. После установки резца на нулчную глубину резания вращением ручки 6 натягивают ленту 7 и тем самым предотвращают проворачивание шпинделя с резцедержателем 5 и резцом относительно его продольной оси нри нродольной подаче суппорта. После прохода заданной длины обработки вращением поворотного диска 4 резец поворачивается на 180° и вновь жестко фиксируется относительно корпуса устройства. В этом положении производится обработка обратной стороны лопатки при обратном ходе суппорта станка.