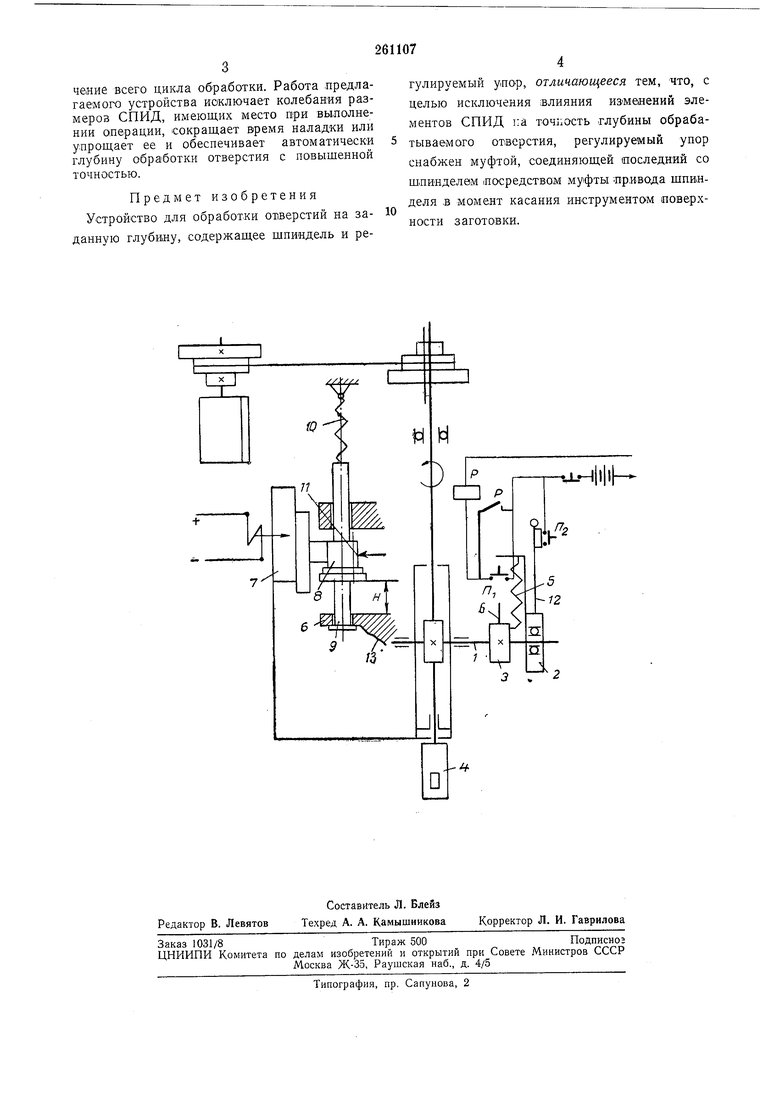
Известны устройства для обработки отверстий на заданную глубину, содержащие шлиндель и .регулируемый упор. Предлагаемое устройство исключает влияние изменений элементов СПИД на точность глубины обрабатываемого отверстия. С этой целью регулируемый упор снабжен муфтой, соединяющей его со шпинделем посредством муфты привода шпинделя в момент касания инструментом поверхности заготовки. На чертеже изображено предлагаемое устройство. Муфта лривода ш.пинделя -состоит из свободно сидящей на валу 1 полумуфты 2 и полумуфты 3, жестко соединенной с валом. Вал 1передает движение шпинделю 4. Полумуфта 2соеди няется с полумуфтой 5, например, через тарированную пружину 5. Пружнна 5 оттягизает полумуфту 2 от упора 6 и контакта HI полумуфты 3. Усилие, развиваемое пружиной 5, регулируется так, чтобы лреодолввалось противодействие звеньев, связанных со Ш1П-инделем, по всей длине хода. Жестко со шлинделем соединена муфта лривода регулируемого упора 7. Положение муфты лривода регулируемого-упора, выпол-ненной в виде электромагнита, и ее длина определяются ходом шлинделя 4 и положением регулируемого упора 8. Направляющая 9 находится в крайнем своем положении оод действием, например, пружины 10 Регулируемый упор леремещается ло направляющей 9 и фиксируется зажимом 11 на размер глубины обработки Я. Кроме того, устройство снабжено рычагом 12 и жестким упором 13. Устройство для обработки отверстий на заданную глубину работает следующим образом. Устанавливают регулируемый упор на размер глубины обработки Н и фиксируют его зажимом. Далее, налример, рычагом 12 воздействуют на лолумуфту 2 и поворачивают полумуфту 3, леремещающую уравновешенный шпиндель. Шпиндель с инструментом подводят к заготовке (на чертеже не показана). В период леремещення шпинделя 4 регулируемый упор 8, выполненный автономным от шпинделя 4, остается неподвижным в положении, установленном на размер Я. В момент касания инструментом поверхности детали возникающее противодействие приводит к смыканию контактов и жестких улоров обеих лолумуфт 2 я 3 -и включению через контакты П и flz цепи питания муфты лривода регулируемого упора 7, которая присоединяет .регулируемый упор 8 к подвижной части станка - шлинделю. Соединение регулируемого упора 8 со шлинделем 4 обеспечивается муфтой лривода регулируемого улора 7 на каждое обрабатываемое отверстие в течение всего цикла обработки. Работа предлагаемого устройства исключает колебания размеров СПИД, имеющих место при выполнении операции, сокращает время наладки или упрощает ее и обеспечивает автоматически глубину обработки отверстия с повышенной точностью.
Предмет изобретения Устройство для обработки отверстий на заданную глубину, содержащее шпиндель и регулируемый упор, отличающееся тем, что, с целью исключения ;влияния изменений элементов СПИД i:a точность глубины обрабатываемого отверстия, регулируемый упор снабжен муфтой, соединяющей последний со шлийделем (Посредством муфты ;пр.ивода щпинделя .в момент касания инструментом поверхности заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ФИКСАЦИИ ВРАЩАЮЩЕГОСЯ ОРГАНА | 1972 |
|
SU340509A1 |
| МНОГОШПИНДЕЛЬНЫЙ ГАЙКОВЕРТ | 1972 |
|
SU340527A1 |
| ЗУБОШЕВИНГОВАЛЬНЫЙ ПОЛУАВТОМАТ | 1973 |
|
SU366940A1 |
| ПЛЕНГНО-ТЕХКИЧЕСШБИБ^ЧкЮТЕНА | 1972 |
|
SU327006A1 |
| МЕХАНИЗМ КРЕПЛЕНИЯ ПИЛЬНОГО ДИСКА | 1972 |
|
SU341609A1 |
| Устройство для измерения глубины отверстий | 1981 |
|
SU973269A1 |
| Силовая головка | 1984 |
|
SU1166910A1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2012447C1 |
