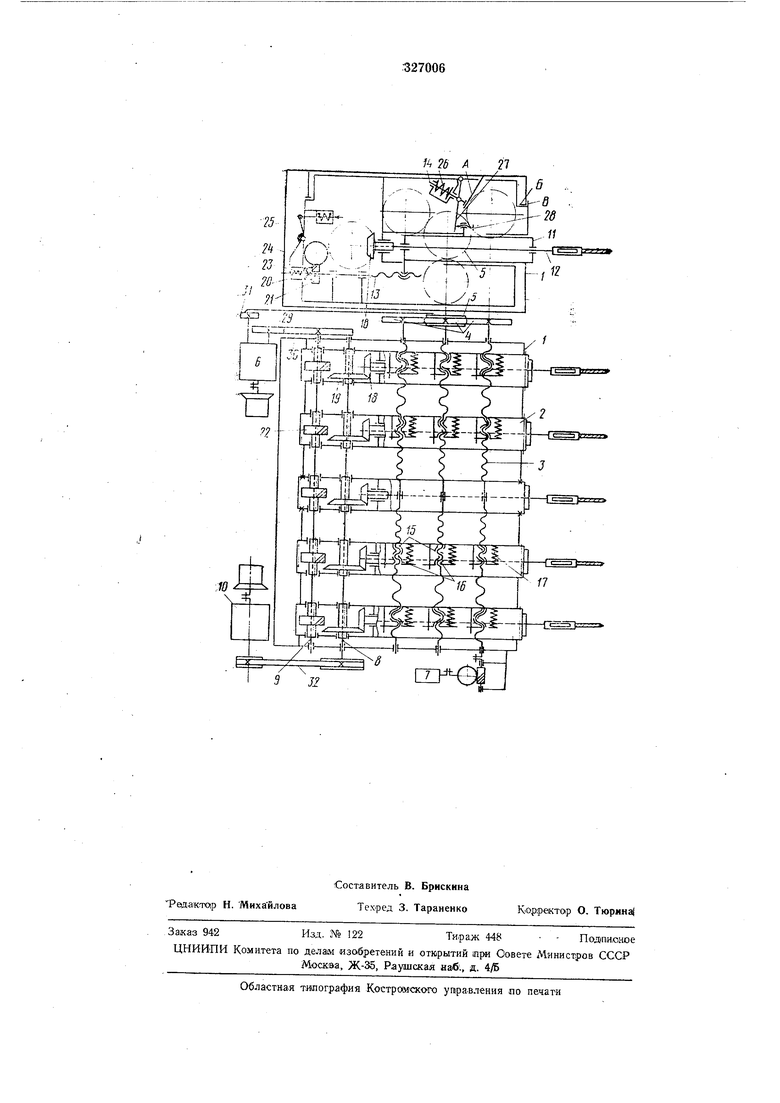
Изобретение отноюится к области станкостроения, в частности к переналаживаемым многошпиндельным сверлильным головкам. ИЗ(В0ст.ны миогошлннделыные оверлильные головки с регулируемым ,межцентровы1М расстоянием шпинделей. С целью автоматичаско-й .переналадки многошпшндельной Оверлильяой голоаки ,с .од.ного шага на другой три свердеими отверстий, распол:оже1н.ных на одной прямой, в корпусе предложенн10й толО1В:К|И устаиювлень шпиндельные каретк1и с 1п;инолями, из которых центр.алыная базовая карегка неподвиж.ла, а 01стальные p.aicполОжены си,М|Метрично ло обе стороны от нее на параллельных, синхронно в ращающихся .от единого .привода сежциоиных винтах перемещения, шат:И гкоторых от секции к секции, лачииая от средних к крайним, гвозрастают в гео,.м.ет|рической .прогрессии со знаменателем, равны.м двум.Для разпрузки винтов перемещения от внешних иапрузок ,и. жесткой фимсации :подвижных щпи.ндельных кареток на иннюлях «гмеются уп.оры, 1В1за.им.одеЙ€твующ.ие с .шар|Н,и|рдо закре1плен,ны.ми на подвижных каретках рычага.ми, несущИМИ лодпружииен.ные относительно кареток фиксаторы; а для обеспечения а,втото.мност,и работьг каждой .пин.оли в корпусах щ|п,и1ндельнь.ч кареток вст роены электроагнитные кулачковые .муфты, юинематичски связанные с 1винтам1и )подачи линолей. С целью авто.мапичесКОЙ установки межосеого раосгоя.ния .между шпинделями «а одиом з винтов перемещения установлен датчик обратной связи по пололсению. На чертеже показала .кинематическая схема предложаняой толовки. В кор.пусе 1 ГОЛОВК1И установлены пять щпиндельных кареток 2, тз которых центральная базовая - иеп.од(Бижада, а остальные расположены ои.мметрично то обе стороны от нее на .параллельных, icHiHXpOHHO .вращающихся от едийого привада секционных винтах 3 перемещения, шаги которых от секции к секции, .начи;ная iOT средви х к крайним, возрастают в геометр1ИЧеской пролресоии со знаменателем, равным дву.м, т. е. ХО.Д секций винтов перемещеRHH крайних шш.индельных кареток вдвое больше, че.м у промежуточных. Ви«ты перемещения одн.ав|ременео играют роль .направляющих для кареток. На кодцах винтов неремещения .насажены щестерии 4, соеди1ненные через одну о.бщую приводную шестерню 5с коробкой 6 .окоросгей. Другой свободный конец одного из 1ВИНтав .перемещен.ия . с датчиком 7 ino поЛОжению. Нараллельно .винта-м перемещения в гол.анки л1ста..новлены н-а опорах шлицевые валы 8 - привода Ш|Пи.нделей и 9 -
п,р1ивода лодачи, которые кинематичеоки ювяза.ны с соответсТ(Вующи д«и кар обка;М1и 6 и 10 скоростей.
В .Koipinyce каждой шпиндельной «аретки 2 расположены пиноль // со шпинделем 12, винт 13 подачи пинол.и, фиксатор М «аретки .и гайки ВИНТов леремещения, .выгеоляенные из частей, одна ,из которых -/5 -жестко связала с ко;рлу;сам Каретки, а другая-7|5 - поджата иружиной 17 ошоюительно первой и кИ|Н ематите.ок|и с ией овязана.
Приводной койец шпинделя вы полне« со шлицамй я связан с .выходдаой mecreipHe 18 конической аннтовой тары, установленной IB каретюи, этом ведущая шестерня ,19, ,в СБОЮ очередь, -авязана сю шлидевым валом 8 привода шпинделей.
На (Винте 13 ,пода-чи имеются две кулачковые лолуимуфты; ведо.мая 20 и ведущая 21, свободно вращающаяся на приводном конце винта. Ведущая полу.муфта одновременно является выходной шестерней винтовой зубчатой пары, где .ведущая шестерня 22 связана со шлицевым валом 9 (подачл.
.Ведома.я лолу.муфта 20 п ос а ж ей а «а ш)п:о:Н1ке и поджата лружилой 23 .отноюитеяьяо ведущей лолу.муфты. Рычаг 24 вдравления муфтой одднМ кОНщом связа;н :с |ведомой яолумуфтой, а Д)рутим - с элект1рОМ.аг Нито,м 5.
Фиксатор 14 шпиндельной каретки лоджат пружилой 26 с одного конца, а другим конЦ01.М упирается в наклонную пове,рх,ность Л кор.пуса головки, осущест.вляя прижя.м каретки одновременно к двум взаи,.м.но перпендикулЯ(рны:м базовым тюаерхластЯМ корпуса головки Б |И В.
Рычат27, .шарНИ1рно заэдреллединый ,на .коршусе каретки, свяаан с фиксатором. На тииоли // имеется упор 28, который при подходе пиноли в (исходное положение перемещает ово бодный конец-рычага «, преодолевая усилие пруж(ины 26, от/водит ф,нк сатор от наклонной плоскости А, тем 1са..мым освобождая каретку. Перемещемие шпиндельных кар-еток может производиться только тогда, котда iBce лилоли находятся в исходном лоложевии.
В неп.одвижной центральной шпиндельной каретке (Отсутствуют Гайки |ВИНТО:В перемещения 1И ф|И1Ксато;р «аретки.
МНогошЛНндельная сверлильная головка р-аботаёт следующим образО.м.
При включении головкш осуществляется обязательный автоматический быстрый воздрат .пинолей в исходное положение (как показано на чертеже) до электрическопо упара (на чертеже не локазаи). При этом движение от электродвигателя через коробку 6 .скоростей и шестерни 29 и 30 передается на шлицевый вал 9 подачи.
Далее че|рез касозубые шестерни 21 « 22 и кулачковые электро.маг.Н1ИТ|НЫ1е муфты (включаются все) движение .передается на винты J3 (подач.и таинолей. При возврате всех пинолей в исходное .положение нри)вод и муфты отключаются, -причем П1иноль в -конце своего хода
ynqpOM 28 леремещает рычаг 27, освобождая
шпиндельные каретдан от фиксации относи, тельио к-орлуса гол-овки. Затем осуществляется
вза1и;м.на-я координатная устан-овка головки от
.д1ви-жной ш.пи,ндель ной «аретки ,и закрепленной на станке обрабатываемой детали с С1Д|Новрем-ан-ньгм раздвижение.м .шпи-ндельных кареток на заданный шаг, контролируемый датчиком 7 по положению. Движение от электродвигателя к винтам 3 перемещения передается через коробку скоростей, шестерню 3J и приводную шестерню 5.
Раздвижение шпиндельных кареток и лода, ча (пе|реме.щение линолей) могут быть осуществле-ны только полеременно. После установки шпиндельных кареток .на заданный шаг по кОиМааде .включаются электрОмагнитные .муфты 20 и 2} подачи /пинолей II. Далее последовательно осуществляется фиксация рабочих
0 шпиндельных «ареток и -включение (привода шлинделей, который состаит из эле;ктродв.итателя, коробки 10 скоростей, клино-ременной передачи 32, (Осуществляющей передачу движения на шлицавый .вал S привода вращения
5 шп.инделей и далее че|рез коническую винто,вую пару /9 и /5 -ща-рабочие шпиндели 12.
Опра.н1ичвние раб-очело хода лилолей осуществляется вручную регулируемым электрическим уп-ором (на чертеже/не локзЗан).
вri
Предмет изоорстения
1.Мнолошти-ндельная Оверлильная головка с регулируемы.м меж-центровы.м расстоянием шлинделей, отличающаяся тем, что, с мелью
5 автоматической ;пе;реналадк и ее с одного ша,га на другой тари све|рлен;и1И отверстий, расположевкых на одной , в корпусе гол-овк|И установлены шпиндельные ка(ретки с пинолями, из которых (Центральная -баз-авая каретка
6 наподвижла, .а остальные раоп-оложаны симметрично по обе стороны от .нее на 1па(раллельных, синхронно вращающихся -от единого лривода секционных .винтах леремещения, шати которых -от секциЕИ к секции, -начиная от средних к к;райним, возрастают в геометрической прогрессии со анаменателем, равным двум.
2.Головка ПО п. 1, отличающаяся тем, что., с целью разгрузки винтов перемещения от внешних нагр-узок и жесткой .фиК1са1ЦИИ под,.0 вижных шпиндельных кареток, на тинолях установлены упоры, взаимодействующие с ш:арнирн-о закрепле ниы.ми на подвижных каренках рычага.ми, несущими лодпружинениые относительно кареток фиксаторы.
55 3. Головка по пп. 1, 2, отличающаяся тем, что, с делью обеспечения автОНОмнюсти ра-боты ка.жд-0-й .П-.И.НОЛИ, в K-opnyicax шпиндельных кареток в.сгроешы электромагнитные кулачковые муфты, кинематически связ;а1нные с .винта60 ми (Подачи линолей.
4. Головка по пп. 1, отличающаяся тем, что, что, с целью автоматической установки межосевого расстояния между шпинделями, на одном из винтов перемещения установлен датчик
75
2it -/ГА i .TCJ . :.:.;-.:./ r-pj 2J 20 . - tjfт
/4 П А 21
J 
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельная головка | 1990 |
|
SU1756028A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| ПЛОСКОКУЛАЧКОВАЯ СИЛОВАЯ ГОЛОВКА | 1971 |
|
SU303166A1 |
| УСТРОЙСТВО для ФИКСАЦИИ ВРАЩАЮЩЕГОСЯ ОРГАНА | 1972 |
|
SU340509A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Плансуппортная головка с программным управлением | 1979 |
|
SU772737A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТОВОЙ | 1971 |
|
SU300298A1 |
| Устройство для одновременной обработки деталей с двух сторон | 1974 |
|
SU564927A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |