1
Изобретение относится к машиностроению и может быть использовано в качестве приво да подзш инструмента.
По основному атв. св. № 469581 известно устройство для разжима брусков хона. Это устройство выполнено в виде управляемого силового двигателя, состоящего из двух кинематически независимых друг от друга механизмов подач- циклового, осуществляющего периодический разжим брусков для снятия припуска за каждый рабочий ход, и запоминающего механизма, обеспечивающего подачу брусков до требуемого размера обрабатываемой поверхности и компенсащ1ю размерного износа брусков. Цикловой механизм выполнен в виде гидроцилиндра, на подвижном штоке которого жестко закреплен запоминающий механизм с разжимным устройством брусков 1
Однако известное устройство не позволяет ос тиествлять настройку на размер и подналадку размера без зталонной вту.чки, т.е. не позволяет вести обработку детали цшроко известным в мащиностроении метогюм пробных проходов как, например, в шлифовальных, токарных и других станках. Это ограничивает технологические возможности устройства (станка) , его универсальность и усложняет настройку на заданный размер обработки. В этом устройстве отсутствуют злементы, с помощью которых можно было бы задать нужный размер с требуемой точностью, и сложно точно (О,. + + 2 мкм) позиционировать, рабочий орган, что присуще для автоматизированного привода. Обработка деталей методом пробных проходов необходима в условиях индивидуального и мелкосерийного производства. В условиях серийного производства с помощью этого метода можно изготовить на хонйнговальном станке первую (эталонную) деталь, по которой в дальнейщем при обработке партии деталей устройство будет автоматически периодически подналаживать размер и компенсировать износ брусков хона. Метод пробных проходов предусматривает задание оператором последовательного съема определенных величин припуска с контролем размера детали после каждого прохоloa до получения заданного размера обработки. Для этого оператор должен с наперед задан3
ной тошостью задавать устанавливаемый для каждого прохода снимаемый припуск, а известное устройство не позволяет сделать этого.
Кроме того, для исключения влияния жесткости системы СПИД станка на точность и стабильность оГфаботки устройство должно иметь широкий диапазон регулирования величин усилия на брусках хона при настройке,, а также поддерживать эту величину стабильно, не зависящей от величины подналадочного перемещения и напряжения питающей сети в автоматическом режиме (настройка по эталонной втулке) и субъективных усилий оператора в ручном. Известное устройство не представляет такой ВОЗМОЖНОСТИ) это ограничивает точность и стабильность настройки (подналадки) за заданный размер и, -как следствие, точность и стабильность обработки детали.
Цель изобретения - расишрение технологических возможностей устройства, повышекие точности и стабильности настройки на заданный размер.
Для этого в предлагаемом устройстве запоминающий механизм снабжен дополнительны приводом ручного перемещения брусков, выполненным в виде установленных на приводном валу маховичка и лимба,
На чертеже дана схема описываемого устройства.
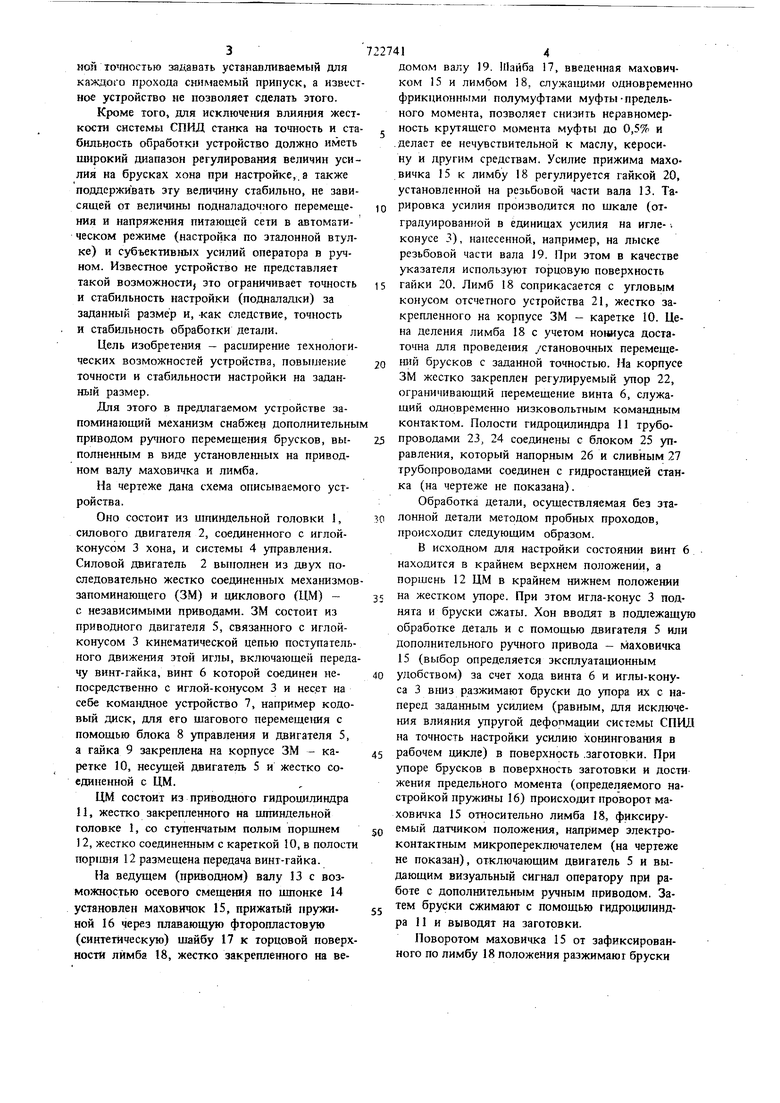
Оно состоит из шпиндельной головки 1, силового двигателя 2, соединенного с иглойконусом 3 хона, и системы 4 управления. Силовой двигатель 2 вьнюлнен из двух последовательно жестко соединенных механизмовзапоминающего (ЗМ) и циклового (ЦМ) - с независимыми приводами. ЗМ состоит из приводного двигателя 5, связанного с иглойконусом 3 кинематической цепью поступательного движения этой иглы, включающей передачу винт-гайка, винт 6 которой соединен непосредствегшо с иглой-конусом 3 и несет на себе командное устройство 7, например кодовый диск, для его шагового перемеще шя с помощью блока 8 управления и двигателя 5, а гайка 9 закреплена на корпусе ЗМ - каретке 10, несущей двигатель 5 и жестко соединенной с ЦМ.
ЦМ состоит из приводного гидрош1линдра
11,жестко закрепленного на шпиндельной головке 1, со ступенчатым полым поршнем
12,жестко соединенным с кареткой 10, в полости пор1Ш1я 12 размещена передача винт-гайка.
На ведущем (приводном) валу 13 с возможностью осевого смещения по шпонке 14 установлен маховичок 15, прижатый пружиной 16 через плавающую фторопластовую (синтетическую) шайбу 17 к торцовой поверхности лимба 18, жестко закрепленного на ве14
домом валу 19. 1 1айба 17, введенная маховичком 15 и лимбом 18, служащими одновременно фрикционными полумуфтами муфты-предельного момента, позволяет снизить неравномерность крутящего момента муфты до 0,5% и делает ее нечувствительной к маслу, керосину и другим средствам. Усилие прижима маховичка 15 к лимбу 18 регулируется гайкой 20, установленной на резьбовой части вала 13. Тарировка усилия производится по шкале (отградуированной в единицах усилия на игле- . конусе 3), нанесенной, например, на лыске резьбовой части вала 19. При этом в качестве указателя используют торцовую поверхность
гайки 20. Лимб 18 соприкасается с угловым конусом отсчетного устройства 21, жестко закрепленного на корпусе ЗМ - каретке 10. Цена деления лимба 18 с учетом нониуса достаточна для проведения установочных перемещеюй брусков с заданной точностью. На корпусе ЗМ жестко закреплен регулируемый упор 22, ограничивающий перемещение винта 6, служащий одновремевшо низковольтным командным контактом. Полости гидроцилиндра 11 трубопроводами 23, 24 соединены с блоком 25 управления, который напорным 26 и сливным 27 трубопроводами соединен с гидростанцией станка (на чертеже не показана).
Обработка детали, осуществляемая без зталонной детали методом пробных проходов, происходит следующим образом.
В исходном для настройки состоянии винт 6 находится в крайнем верхнем положении, а поршень 12 ЦМ в крайнем нижнем положении
на жестком упоре. При этом игла-конус 3 поднята и бруски сжаты. Хон вводят в подлежащую обработке деталь и с помощью двигателя 5 или дополнительного ручного привода - маховичка 15 (выбор определяется эксплуатационным
удобством) за счет хода винта 6 и иглы-конуса 3 вниз разжимают бруски до упора их с наперед заданным усилием (равным, для исключения влияния упругой дефопмации системы СПИД на точность настройки усилию хонингования в
рабочем цикле) в поверхность .заготовки. При упоре брусков в поверхность заготовки и достн женин предельного момента (определяемого настройкой пружины 16) происходит проворот маховичка 15 относительно лимба 18, фиксируемый датчиком положения, например электроконтактным микропереключателем (на чертеже не показан), отключающим двигатель 5 и выдающим визуальный сигнал оператору при работе с дополнительным ручным приводом. Затем бруски сжимают с помощью гидроцилиндра 11 и выводят на заготовки.
Поворотом маховичка 15 от зафиксированного по лимбу 18 положения разжимают бруски 5 на ucjrHiHHy, nomiKvniyio дли проведения контрольного промера детали после пробного хонииговапия. Затем бруски вводятся в обрабатываемую деталь и с помощью гидроцилиидра 11 производят последовательно ускоренный раз жим брусков до касания с поверхностью заготовки и переход на рабочую подачу до прихо.да поришя 12 в крайнее нижнее положение. Это соответствует снятию, припуска, установлен ного с помощью маховичка 15 по лимбу 18. Затем гидроцилиндр 11 при ходе поршня ввер сжимает бруски и выводит их из детали. Далее промеряют обработанное отверстие и с помощью маховичка 15 дополнительно разжимаю бруски на величину, соответствующую разности диаметров заданного окончательного размера обработки и контрольного прохода. Затем аналогично выщеописанному проводят повторное хонингование, контролируют обработанное отверстие и при необходимости корректируют настройку по лимбу 18 маховичком 15 до получения нужного размера. Полученное положе1ше ЗМ определяет заданный размер детали и является исходным для обработки партии дета лей. После настройки устройства на заданный размер устанавливают регулируемый упор 22 в положение, в котором при достижении предельно допустимого износа брусков ограничивается перемещение винта 6 при работе приводов ЗМ. В рабочем цикле обработки следующей детали с помощью гидроцилиндра 11 производит ся последовательно ускоренный разжим бруско до касания, рабочая подача до прихода поршня 12 в крайнее нижнее положе ше, что соответствует получению заданного размера, на который настраивают с помощью дополнительного ручного привода маховичка 15, методом пробных проходов. Затем осуществляют или выхаживание детали, или сжатие брусков за счет перемещения поришя 12 в крайнее верхнее положение. Затем цикл повторяется. Компенсацию размерного износа брусков и подналадку размера в устройстве осуществляют путем дополнительного разжима брусков хона или с помощью щагового перемещения двигателя 5, или с помощью ручного поворота маховичка 15, перемещающих винт 6 и иглу-конус 3 хона вниз на велишну износа 16 брусков. При проведсЕши компенсации с помощью дополнительного ручно1о привода маховичка 15 ее величину отсчитывают по лимбу 18. Подналадка размера, осуществляемая с помощью маховичка 15, может производиться, как в сторону увеличения, так и в сторону уменьше шя размера обрабатываемого отверстия. При настройке на размер и его подналадке (компенсации износа брусков) по эталонной детали описанное устройство позволяет существенно повысить точность и стабильность обработки, благодаря возможности получения тарированного, стабильного и регулируемого в щироких пределах усилия на брусках хона при настройке, не зависящего от величины поДналадочного перемещения, колебаний напряжения в сети и тому подобных факторов. Следовательно, предлагаемое устройство позволяет производить настройку на размер (и его подналадку) с одним и тем же усилием на брусках при разжиме брусков с помощью приводного двигателя 5 или дополнительного привода ручного перемещения - маховичка 15. Никакой дополнительной переналадки устройства при этом не требуется. Использование изобретения позволит значительно расширить технологичё ские возможности станка - его универсальность. Оно дает возможность простым путем, по отградуированным шкалам, вести точную обработку деталей экономически эффект1ным , в условиях индявИ дуального и мелкосерийного производства методом пробных проходов. Формула изобретения Устройство для разжима брусков хона по авт. св. № 469581, отличающееся тем, что, с целью расширения технологических возможностей устройства, повышения точности и стабильности настройки на заданный размер, запоминающий механизм снабжен дополнительным приводом ручного перемещения брусков, выполненным в виде установленных на валу приводного двигателя маховичка и лимба. Источники информации, принятые во внимание при экспертизе 1. Авторское св1шетельство СССР № 469581, кл. В 24 В ЗЗ/Ш. 197 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
| Устройство для разжима брусков хона | 1972 |
|
SU469581A1 |
| Устройство для хонингования | 1980 |
|
SU931417A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| БИБЛИОТК;;-:;А | 1973 |
|
SU365242A1 |
| ХОНИНГОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2424102C2 |
| МЕХАНИЗМ РАЗЖИМА БРУСКОВ ХОНИНГОВАЛЬНОГО СТАНКА | 1990 |
|
RU2009860C1 |
| Способ размерного хонингования | 1983 |
|
SU1229023A1 |
| Горизонтально-хонинговальный станок | 1988 |
|
SU1611708A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |

