1
Изо:бретение относится к области станкостроения, в частности к зубошевинговальным и зубохонинговальным станкам для обработки колес с внутренним зубом.
Известны зубошевинговальные станки для обработки колес с внутренним зубом, содержащие станину, шеверную головку, механизм продольной нодачи и механизм радиальной подачи. Изделие закрепляется в кольцеобразном вращающемся корпусе, связанном через зубчатые передачи с электродвигателем. Кольцеобразный корпус вмонтирован в консоли, имеющей вертикальное неремещение радиальной подачи. Продольную подачу осуществляет щеверная головка. Однако эти станки имеют сложную кинематическую цепь продольной подачи, которая должна обеспечивать рабочую нодачу, быстрый ввод и вывод инструмента из изделия, а также дополнительную подачу в определенном соотношеНИИ к быстрому вводу и выводу в зависимости от угла наклона зуба шевера и изделия для исключения поворота шевера или изделия при выводе шевера.
Радиальное врезание в конце хода шеверной головки в зубошевинговальных станках осуществляется за счет малых поворотов винта, кинематически связа)ного с барабаном врезания, в котором в качестве ограничителей поворота служат специальные
упоры-винты, заворачиваемые в определенном порядке. Такую конструкцию имеет, например, барабан врезания станка 5702. Иедостатками конструкции барабана врезания являются сложность конструкции и длительность наладки станка.
Цель изобретения - упрошение конструкции станка.
Эта цель достигается тем, что шпиндель шевера и привод вращения изделия снабжены фиксирующими устройствами, например фрикцион ными муфтами, а в механизме продольной подачи на салазках жестко закреплен гидроцилиндр, шток которого выполнен за одно с ходовым винтом и зафиксирован от проворота посредством установленной на гидроцилиндре муфты. Барабан настройки радиальных нодач выполнен с пазами на периферии и призматическими упорами в них, удерживаемыми от выпадания дву.мя дисками по торцам барабана, один из которых имеет прорезь для введения упоров в пазы барабана.
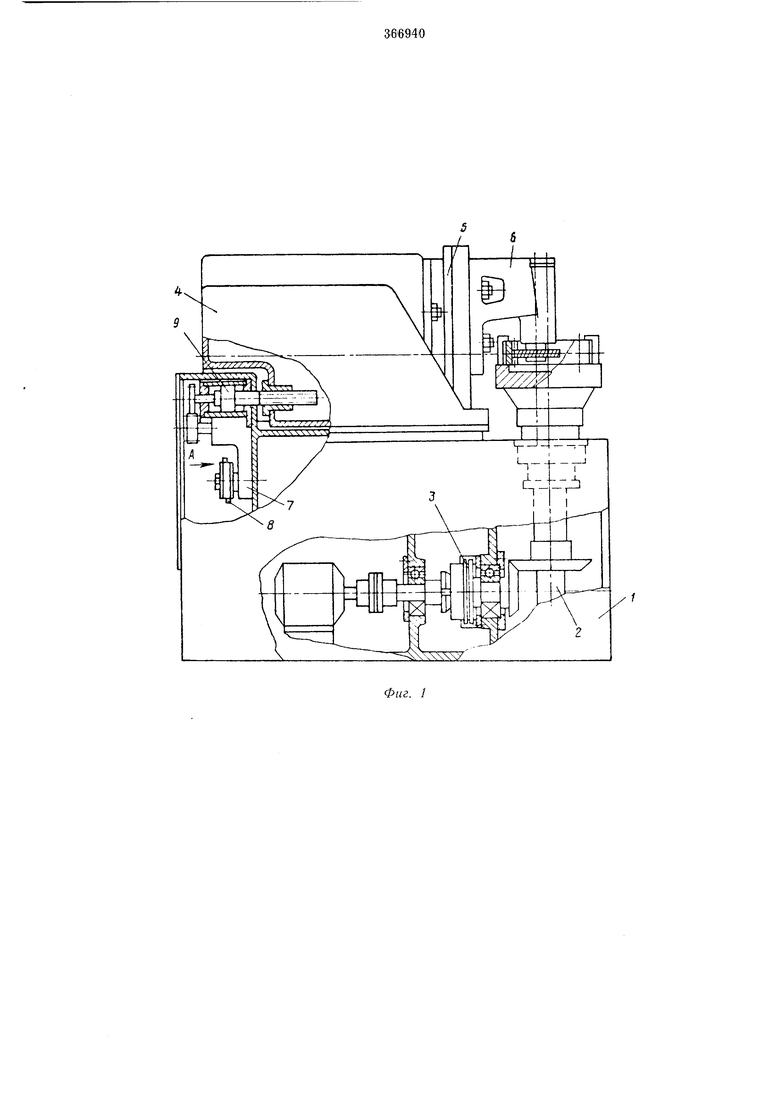
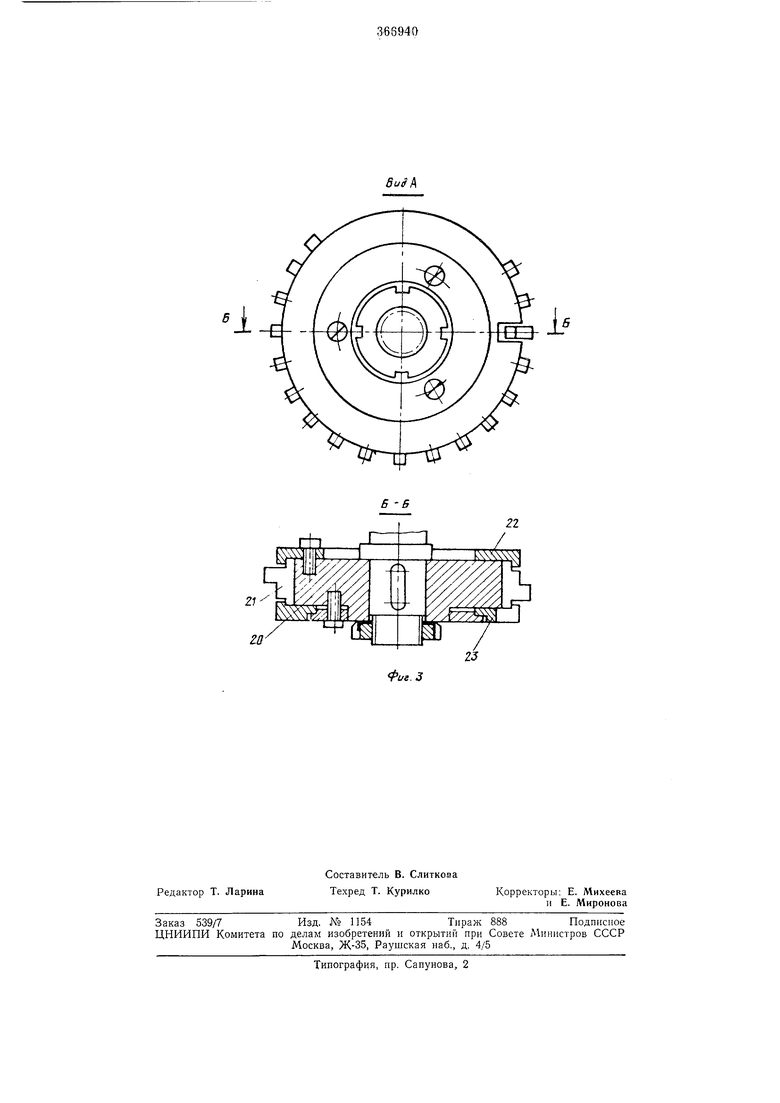
Па фиг. 1 показан предлагае: 1ый полуавтомат с разрезом по механизму радиального врезания и приводу вращения изделия; на фиг. 2 - разрез по шеверной головке и механизму продольных передач; на фиг. 3 - барабан настройки радиальных подач (вид А на фиг. 1). И разрез но Б-Б.
Полуавтомат устроен следующим образочм.
Станина / имеет вращательный щлиндель 2 и;зделия и привод вращения шпинделя, в цепи которого установлена электромагнитная муфта 3. На иалравляющих станины расположена каретка 4, на которой закреплен механизм продольных подач 5. На салазках мехакизма продольных подач установлена шевериая головка 6. В задней нише станины / смонтирован механиз,м радиальных подач 7 с барабаном настройки 8 и гидроцилиндром быстрого подвода 9..
Механизм продольных подач состоит из корпуса W с направляющими, салазок //, ходового винта 12, вьшолненного за одно со щтоком гидроцилиндра 13, муфты 14, червячного колеса 15, выполненного за одно целое с ходовой гайкой.
Шеверная головка содерл ит корлус 16, в котором на подшипниках качения смонтирован шпиндель шевера 17, и фкксирующее устройство в виде фрикционной муфты 18, работающей от гидроцилиндра 19.
Барабан настройки радиальных подач включает корлус 20 с пазами по лериферии, призматические улоры 21, диск 22 и диск 23 с прорезью.
В процессе обработки изделие устанавливается на приспосО|блен.ие, смолтированное на щлинделе 2. При помощи фи.ксатора, входящего во владину между зубьями, изделие ориентируется по отношению к шлинделю. Одновременно с гидравлическим зажлмоМ фЕксатор выходит из зацепления с изделием. Шевер вводится внутрь заготовки при помощи гидроцилиндра 13, при этом муфта 14 замыкается, удерживая хОДовой винт 12 от прО|ворота. При помощи гидроцилнидра быстрого подвода 9 шевер вводится в зацепление с изделием. Происходит шевингование. Изделие обрабатывается в результате взаимного вращения с инструментом в плотном зацеплении при скрещенных осях с продольной подачей шевера вдоль оси изделия и радиальными подачами в конце каждого продольного хода. Продольная подача происходит от перемещения ходового винта 12 при зафи1ксираванной в осевом налравлении ходовой гайке 15. Радиальная подача осуществляется от малых поворотов винта, кинематичеоки связанного с барабаном настройки радиальных подач 8.
После снятия нужного прилуска лривод вращения изделия и привод продольной подачи отключаются. Происходит фиксация
шлинделя инструмента и цели привода вращения изделия. Шевер выводится из зацепления с изделием при помощи гидроцилиидра 9 и выводится из изделия при помощи гидроцилиндра 13.
Предмет изобретения
Зубо-шевинговальный нолуавтомат для отделки зубчатых колес с внутренним зубом, по направляющим станины которого перемещается от ходового винта барабана настройки радиальной подачи каретка, несущая механизм продольной подачи, отличающийся тем,
что, с целью упрощения конструкции, привод .механизма продольной нодачи выполнен в виде гидроцилиндра, шток которого изготовлен за одно целое с ходо1вым винтом и зафиксирован от проворота муфтой, установленной на гидроцилиндре, а барабан настройки радиальных подач снабжен по периферии пазами с призматическими упорами, удерживаемыми от выпадения двумя дисками, расположенными на торцах барабана, причем
один из них вылолнен с прорезью для введения упоров в пазы барабана.
Фиг. 1
В
Г7

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОШЕВИНГОВАЛЬНЫЙ СТАНОК | 1969 |
|
SU254314A1 |
| Зубошевинговальный станок | 1988 |
|
SU1704968A1 |
| Зубошевинговальный станок | 1984 |
|
SU1287997A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Зубошевинговальный станок | 1976 |
|
SU638436A2 |
| Станок для чистовой обработки профилей зубьев цилиндрических зубчатых колес | 1982 |
|
SU1233792A3 |
| ШЕВЕРНАЯ ГОЛОВКА | 1969 |
|
SU248462A1 |
| Устройство автоматического отключения принудительного вращения червячной передачи стола металлорежущего станка | 1990 |
|
SU1768357A1 |
| Станок для чистовой обработки зубьев цилиндрических зубчатых колес | 1983 |
|
SU1129038A1 |
| Многооперационный зубообрабатывающий автомат | 1991 |
|
SU1808530A1 |

га
