Изобретение касается полуавтоматического двухшпиндельного станка для проточки болтов перед накаткой на них резьбы, с применением вращающихся резцовых головок и с подачей обрабатываемого болта при помощи груза. В предлагаемом станке для отвода несущих обрабатываемые болты бабок в исходное положение применены свободно насаженные на вращающемся валу кулаки, воздействующие на двуплечие рычаги и снабженные пружинными шпонками, имеющими, каждая, по два отростка, из коих один служит для вжимания шпонки под давлением рычага в канавку на вращающемся валу, а другой- для удержания шпонки в канавке, при помощи насаженного на него ролика, катящегося по направляющей планке.
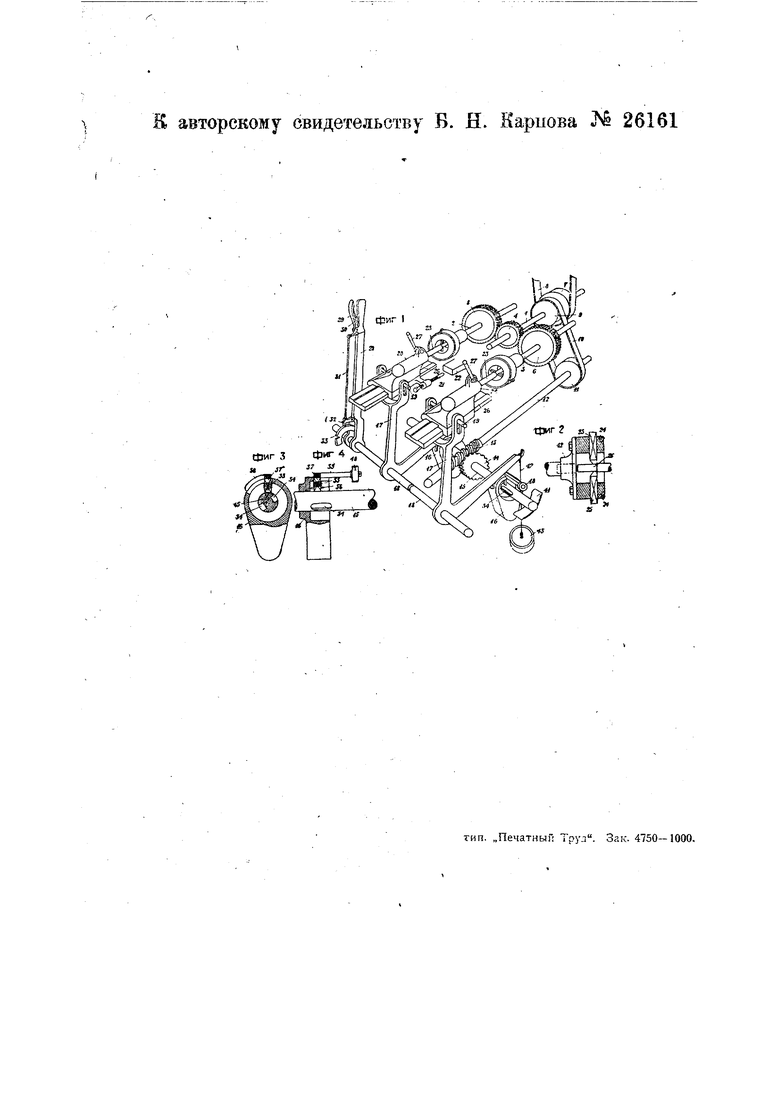
На чертежа фиг. 1 изображает схематически общий вид станка в перспективе; фиг. 2-осевой разрез патрона с резцами; фиг. 3 и 4-разрез кулака по двум направлениям.
На валу 1 (фиг. 1) насажзны наглухо два шкива 7 и 9, из коих первый соединен лри помощи ремня 8 со шкивом трансмиссии, а второй 9 соединен ремнем. 10 с нижёпежащим валом 12. Кроме этих двух шкивов вал 1 несет на себе еще наглухо насаженную шестерню4, саепляющуюся с шестернями 5 и 6, надетыми наглухо на шпиндели 2 и 3. На концах шпинделей 2 и 3 насажены наглухо планшайбы 42 (фиг. 2), к которым привернуты на болтах резцовые патроны 24 с укрепленным в них резцами 25, снимающими стружку с болта 23. Болты 23 закреплены своим концом, несущим головку, в бабках 20 (фиг. 1), свободно передвигающихся по параллелям 26 и снабженных рукоятками 27 для зажима болтов. Для протачивания болтов лишь до определенной длины сквозь прилив бабки 20 проходит остановочный болт 21, упирающийся в конце хода в часть 22 станины станка. Для изменения длины проточки обрабатываемых болтов бабки 20 выполняются, каждая, из двух частей, из. коих верхняя часть сдвигается относительно нижней. Бабки 20 снабжены пальцами 19, входящими в прорезы вилкообразной части двуплечих рычагов 17, сидящих на двух отдельных валах 18; на другом конце каждого рычага 17 подвешен на тросе 42 груз 43, стремящийся повернуть рычаг 17 вокруг вала 18 и подвинуть бабку 20 к шпинделю. На каждом валу 18 укреплена наглухо своим вилкообразным концом рукоятка 28 (на чертеже вторая рукоятка не показана), а вилку которой внизу входит неподвижный сектор 33 с насечкою, в которую западает собачка 32, соединенная при помощи тяги 31 с ручкою 29 на рукоятке 28, отжимаемою все время пружиной 30.
На конце вала 12 имеется червяк 13, сцепленный с червячным колесом 14, наглухо надетым на вал 15. На том же
валу свободно надеты два кулака 16, сзободно на нем вращающиеся и под влиянием своего веса нормально занимающие положение, указанное на фиг 1. Вал 15 в проходящей через кулак 16 части имеет две канавки 34 (фиг. 1,3,4). В верхней части кулака имеется прорезь, куда входит шпонка 37 с пружиною 35. Шпонка 37 снабжена двумя взаимно перпендикулярным отростками 38 и 39, из коих на отростке 39 надет свободно вращающийся ролик 40.
Когда рукоятка 28 отведена влево, собачка 32 входит в насечку сектора 33, аследс вие чего механизм заперт. При этом бабки 20 при помощи рычагов 17 отведены Ьт шпинделей; рычаги 17стоят таким образом, что второе их плечо не опирается на кулак 16, который занимает положение острым концом вниз. Шпонка 37 с отростками выступает над кулаком. Груз 43 поднят.
При пуске станка в ход шпиндели 2 и 3, приводимые в движение шестерней 4, начинают вращаться и приводят во вращение патроны 24 с резцами 25. Вал 12 с червяком 13 также начинает вращаться и приводит во вращение червячную шестерню 14 с валом 15, при этом кулак 16, не будучи связан с валом 15, не вращается и остается на месте.
Отрегулировав винтом 21 ход бабок 20, занимают в них болты 23 при помощи рукоятки 27. Затем, нажав на ручку 29, освобождают собачку 32 из насечки сектора 33. Тогда груз 43 сзоим весом будет давить на концы рычагов 17, которые своими вилками нажмут на пальцы 19 и будут передвигать бабки 20 по параллелям 26; при этом болты 23 будут обтачиваться резцами 25 на требуемую длину. Когда болт будет обточен до конца, соответствующий рычаг 17 своим горизонтальным плечом ляжет на эксцентрик 16 и будет нажимать на шпонку 37, при этом, когда при вращении вала 15 канавка 34 подойдет к шпонке последний под нажимом рычага 17 западает в нее и тогда вал 15 потянет за собой экцентрик 16. Последний, врг щаясь вместе с валом 15, будет отводить рычаги 17 назад и бабки 20 будут отодвигаться до тех пор, пока собачка 32, запав в насечку сектора 33, не запрет всего механизма в его исходном положении. Преждевременное расцепление пальца 37 не происходит потому, что надетый на отростох 39 ролик 40 катится по направляющей планке 41, не давая таким образом шпонке 37 возможности выйти из зацепления с валом 15. Когда кулак 16 поднимет плечо рычага 17 и займет положение острым концом вверх, тогда ролик 40, соскользнув с планки 41, освободит шпонку 37, которая под действием пружины 35 выскочит из канавки; тогда кулак 16, несвязанный более с валом 15, под влиянием собственного веса переместится в положение острым концом вниз, оставаясь свободно висеть на валу до тех пор, пока рычаг 17 снова не нажмет на шпонку 37.
Предмет изобретения.
1.Полуавтоматический двухшпиндельный станок для проточки болтов перед накаткой на них резьбы, с применением вращающихся резцовых головок и с подачей обрабатываемого болта при помощи груза, отличающийся тем, что для отвода несущих обрабатываемые болты бабок 20 в исходное положение применены свободно насаженные на вращающемся валу 15 кулаки 16, воздействующие на двуплечие рычаги 17 и снабженные пружинными шпонками 37 с отростками 38 и 39, из коих первые служат для вжимания под давлением рычагов 17 шпонок 37 в одну из канавок 34 вала 15, а вторые, снабженные на концах роликами 40, катящимися по направляющим планкам 41,-для удержания этих шпонок в канавках вала 15.
2.При станке по п. 1 применение стопорных рукояток 28, укрепленных на валах 18, снабженных пружинными собачками 32, западающими в насечки на неПОД8ИЖНЫХ секторах 33 и предназначенных для удержания несущих обрабатываемые болты бабок 20 в исходном положении, каковые бабки выполнены из двух частей, с целью изменения длины проточки обрабатываемых болтов путем сдвигания верхних частей бабок относительно нижних.
фиг 3 фиг « я г-
2 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| СТАНОК ДЛЯ ВСТАВКИ И ЗАКРЕПЛЕНИЯ ПРОБОК ВО ВТУЛКАХ КАТУШЕК | 1928 |
|
SU20801A1 |
| Станок для насечки рашпильных барабанов (катушек) | 1939 |
|
SU59050A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| МНОГОШПИНДЕЛЬНЫЙ СВЕРЛИЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОГО СВЕРЛЕНИЯ ДЫР В СТЕНКАХ СТОЙКИ ПЛУГА | 1926 |
|
SU6358A1 |
| Автоматический горизонтально-сверлильный станок для изготовления решет к фильтр прессам | 1929 |
|
SU24211A1 |
| Станок для насечки напильников и ножовочных полотен | 1928 |
|
SU10254A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Патрон для укрепления поршневых колец при шлифовании одновременно обеих их торцевых поверхностей | 1930 |
|
SU28123A1 |
| ТОКАРНЫЙ АВТОМАТ | 1933 |
|
SU35998A1 |