Известны сборные валки многониточного стана холодной -npOiKaTKH труб, состоящие из собственно валка со шлоночным пазом, крайних и среднего съемных калибров. Калибры закреплены на валке в осевом направлении посредствол кл1иньбв и болтов и зафиксированы в (Поперечном направлении продольной
ШПОНКОЙ.
Отличительная особенность предлагаемого валка состоит в том, что .продольная шпонка в месте .расположения среднего калибра выполнена с вырезом, в котором размещен вкладыш, обхватывающий пазом ишонку. При этом часть вкладыша установлена в шпоночном пазу, а верхняя его часть соответствует поперечным размерам шпонки и смещена в на1правлеиии, .перпендикулярно оси валка и противоположном направлению прогиба его середины при работе.
Валок в таком исиолнении позволяет повысить точность наружного диаметра нескольких одновременно .прокатываемых труб и компенсировать прогиб середины валков при работе.,
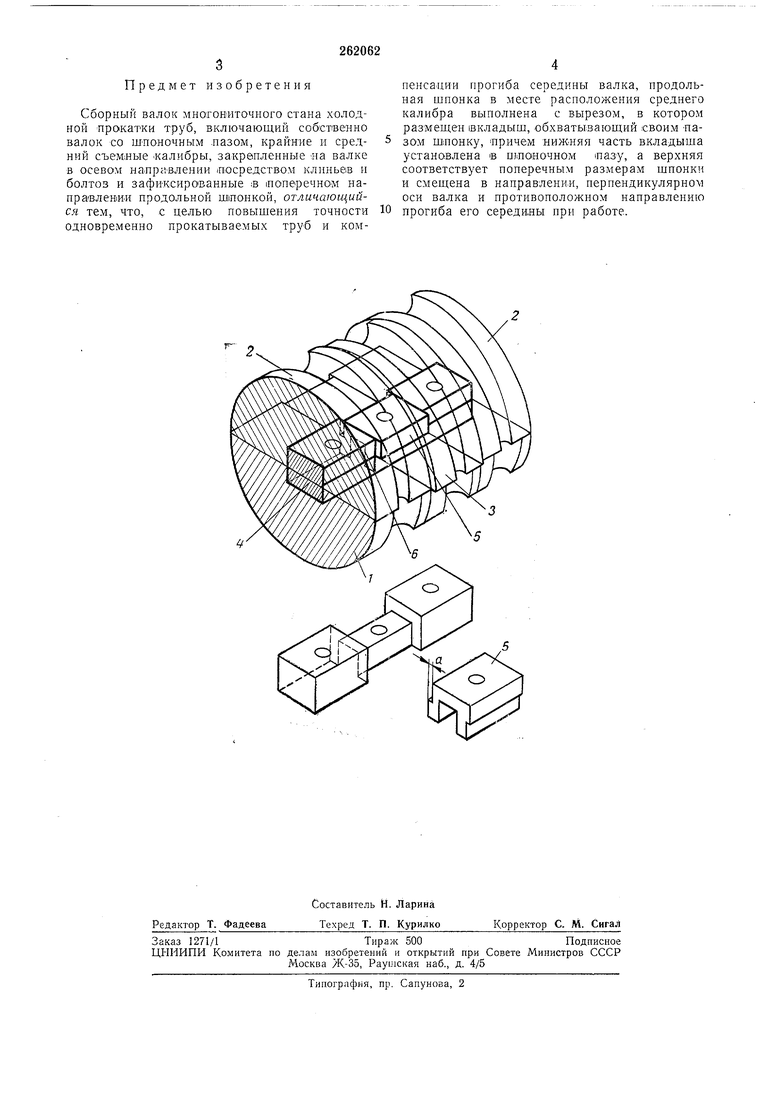
На Чертеже по.казан пре.длагаемый валок, общий вид (в изометрии).
Он содержит собственно валок / со шпоночным пазом, крайние полудисковые калибры 2 и средний полу.днсковый калибр 3. Калибры закреплены на валке в осевом направлении посредством клиньев и болтов (на чертеже не
показаны) и зафиксированы в поперечном направлении продольной шпонкой 4. Пр.одольная шпонка в месте установки среднего калибра выполнена с вырезом, в котором размещен вкладыш 5, обхватывающий своим пазом 6 щ.понку. Пр.ичем нижняя половина вкладыша установлена в шпоночном пазу валка, а верхняя его часть соответствует поперечным размерам шпонки и смещена в направлениИ, перпендикулярном оси валка на величину а. Величина а равна разности прогиба валка в месте установки среднего калибра с прогибом валка в месте установки крайних калибров.
В .процессе работы прп ио.дходе рабочей клети в крайпее переднее положение, т. е. в зоне калибровки трубы благодаря смещению ;вкладыша 5 на величину а средний калибр оказывается сдвинутым. Это смещеиие компенсирует .прогиб середины валка относительно его краев и обеспечивает получение наружного диаметра средией трубы в доиускаемых пределах.
Разница в прогибе средней части валка относительно его краев будет различной при прокатке труб из разных металлов и сплавов, а также при прокатке того или иного сортамента труб. Поэтому предусматривается применять комплект вкладышей с различной еел} чиной а в зависимости от материала и сортамента прока1ываемых труб.
Предмет изобретения
Сборный валок многониточного стана холодной иракатки труб, включающий собственно валок со ШПОНОчным лазом, крайние и средний съемиые «алибры, закрепленные яа валке в осевом на-ир;1 влении (посредством клннье1в и болтоз и зафиксированные :в поперечном напреавленмк продольной шшонкой, отличающийся тем, что, с целью повышения точности одновременно прокатываемых труб и компенсации прогиба середины валка, продольная шпонка в месте расположения среднего калибра выполнена с вырезом, в котором размеш;ен 1вкладыш, обхватьгвающий своим -иазом Ш ионку, Причем часть вкладыша установлена в ишоночном лазу, а верхняя соответствует поперечным размерам шпонки и смешена в направлении, перпендикулярном оси валка и противоположном направлению прогиба его середины при работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный валок многониточного стана холодной прокатки труб | 1973 |
|
SU498984A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| ВАЛОК ПИЛЬГЕРНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU240559A1 |
| ПОДШИПНИКОВАЯ ОПОРА ПРОКАТНОГО ВАЛКА | 2005 |
|
RU2295407C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| Валок стана холодной прокатки труб | 1976 |
|
SU569340A1 |
| ИНСТРУМЕНТ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2104813C1 |
| Способ производства листового проката | 1978 |
|
SU719716A1 |
| РАБОЧИЙ ВАЛОК СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1971 |
|
SU310701A1 |
4
