(54) ПРИВОД ВАЛКА, УСТАНОВЛЕННОГО В БАРАБАНЕ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть косовалкового стана | 1975 |
|
SU519234A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
1
Изобретение относится к области трубопрокатного производства и может быть наиболее эффективно использовано при прокатке в вакууме сплошных заготовок малых размеров из тугоплавких и быстроокисляющихся металлов, где требуется комнатная конструкция привода валков для того, чтобы обеспечить надежную герметизацию вакуумных камер непосредственно в зоне деформации. При этом исключается необходимость в герметизации всей установки.
Известен привод валка по основному авт. св. № 242098, установленный в барабане стана поперечно-винтовой прокатки, который содержит электродвигатель, редуктор, приводной вал, пропущенный через барабан валка и снабженный конической шестерней, связанной с конической шестерней, размещенной на валу валка. Приводной вал установлен в подшипниках, вмонтированных в барабан, зафиксированный относительно станины от продольных перемещений. Вращение от электропривода через приводной вал сообщается непосредственно рабочему валку. При необходимости перехода на другой сортамент прокатываемых труб
требуется сменить валки, что связано с разборкой конических передач.
Недостаток известной конструкции привода валка, установленного в барабане стана поперечно- винтовой прокатки, заключается в том, что приводной вал жестко установлен в осевом направлении, что не позволяет без переналадки осуществить регулировку калибра, образованного валками, на другой сортамент прокатываемых труб и не позволяет получать изделия необходимой точности из-за отсутствия подстройки
10 калибра при износе валков и отклонений при изготовлении.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности регулировки раз15мера калибра.
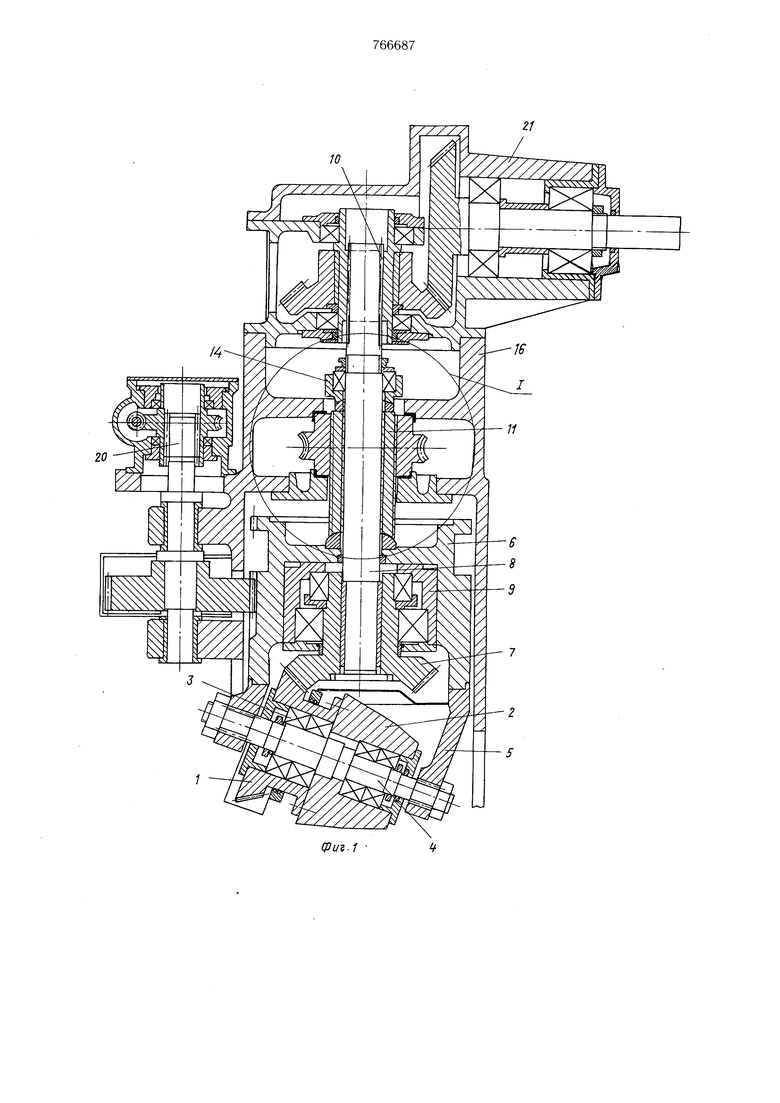
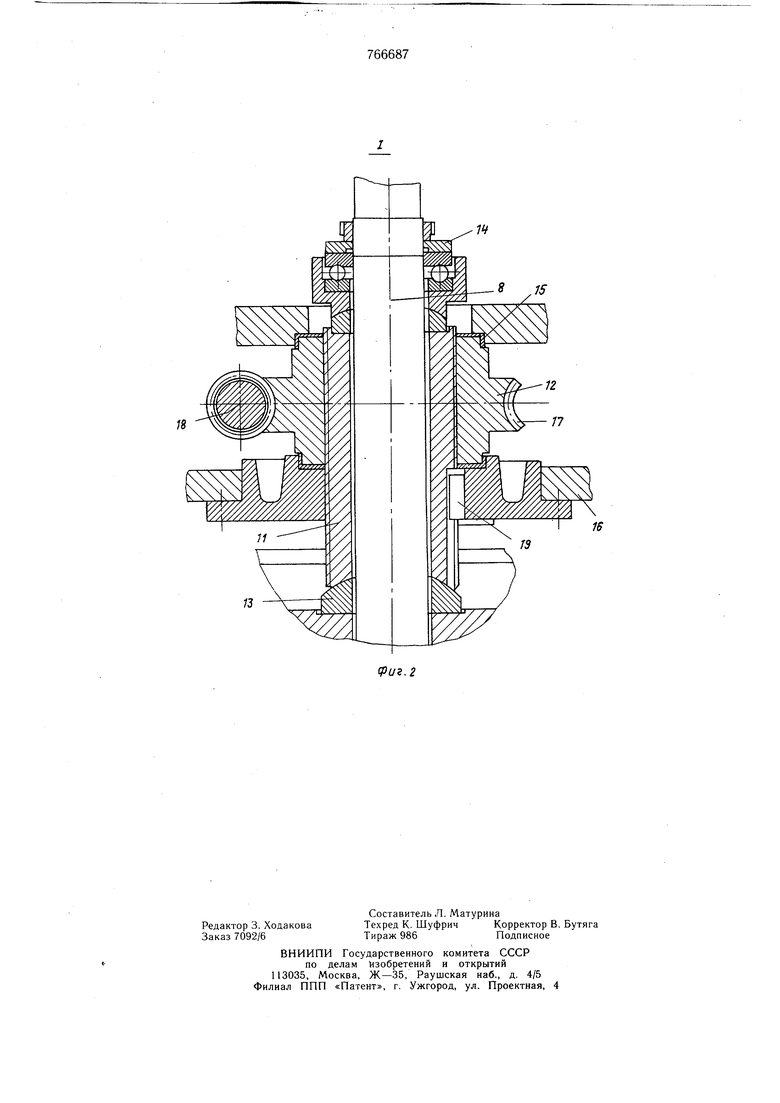
Поставленная цель достигается тем, что привод валка снабжен нажимным механизмом в виде приводной гайки и полого винта, охватывающего приводной вал, на конце 20 которого выполнены шлицы и который подшипниковым узлом зафиксирован относительно винта, установленного в контакте через сферический подпятник с барабаном и через продольную шпонку со станиной. Такое конструктивное выполнение привода валка, установленного в барабане стана поперечно-винтовой прокатки, позволяет за счет наличия полого нажимного винта с приводной гайкой, соосно смонтированных с барабаном, осуществлять перемещение барабана совместно с приводным валом, связанным с валком конической передачей. Наличие подщипникового узла позволяет реверсировать изменение калибра и фиксировать приводной вал относительно нажимного винта. Такое рещение позволяет расщирить технологические возможности по настройке размера калибра и упрощает эксплуатацию при использовании стана для различного сортамента труб и сорта, а также способствует повыщению точности за счет подстройки калибра при работе. На фиг. 1 изображен привод валка в разрезе; на фиг. 2 - узел I на фиг. 1. Привод валка, установленного в барабане стана поперечно-винтовой прокатки, состоит из конической шестерни 1, жестко связанной с рабочим валком 2, установленным через подщипники качения 3 на оси 4, смонтированной в кронштейне 5, жестко соединенном с барабаном 6 шестерней 7, которая насажена на один конец приводного вала 8 и установлена в подшипниковой опоре 9, смонтированной в барабане. Приводной вал имеет шлицевой конец 10. Соосно ему установлены полый нажимной винт 11 и приводная гайка 12 нажимного механизма. Нажимной винт одним концом через сферический подпятник 13 упирается в барабан, а другим - зафиксирован от свободного осевого перемещения относительно приводного вала посредством подшипникового узла 14. Приводная гайка расположена в опорах 15 непосредственно в станине 16 рабочей клети и получает вращение через червячный венец 17 от червяка 18. Посредством направляющей шпонки 19 полый винт нажимного механизма зафиксирован от поворота относительно станины. Механизм поворота 20, установленный на станине, осуществляет поворот барабана с валком на угол подачи. На шлицевой конец приводного зала установлен конический редуктор 21. Устройство работает следующим образом. В процессе работы вращение рабочему валку 2 сообщается через пропущенный полый винт 11 нажимного механизма, приводной вал 8, барабан 6 и конические шестерни 1 и 7. При необходимости изменить размер калибра, образованного валками, включением привода вращение от червяка 18 через червячный венец 17 сообщается приводной гайке 12, которая перемешает полый винт 11, зафиксированный от поворота относительно станины 16 шпонкой 19. В случае уменьшения размера калибра полый винт через сферический подпятник 13 перемещает барабан 6 совместно с рабочим валком 2, коническими шестернями 1 и 7 и приводным валом 8 в направлении к оси прокатки. При этом связь приводного вала 8 с собственно элементами привода не нарушается благодаря наличию шлицевого конца 10. В другом случае, когда требуется увеличить калибр, полый винт 11 через подшипниковый узел 14, которым снабжен приводной вал 8, и за счет того, что последний через шестерню 7 и подшипниковую опору 9 щарнирно связан с барабаном 6, сообщает перемещение барабану совместно с валком в направлении от оси прокатки. Настройка угла подачи достигается обычным образом от механизма поворота 20, включение которого осуществляет поворот барабана 6. Таким образом, предложенная конструкция привода валка наряду с бесшпиндельным приводом вращения валка позволяет легко обеспечить регулировку калибра, что значительно расщиряет технологические возможности рабочей клети и сокращает время на переналадку при изменении сортамента труб. Формула изобретения Привод валка, установленного в барабане стана поперечно-винтовой прокатки, по авт. св. № 242098, отличающийся тем, что, с целью обеспечения возможности регулировки размера калибра, он снабжен нажимным механизмом в виде приводной гайки и полого винта, охватывающего приводной вал, на конце которого выполнены шлицы и который подшипниковым узлом зафиксирован относительно винта, установленного в контакте с барабаном и через продольную шпонку со станиной.
13
74«
