Известны валки пильгерного стана холодной (Прокатки труб с кольцевыми. ,калибрами, имеющими увеличенную длину рабочей зоны и насаженными на ведущую ось. Известны также валки, в которых кольцевые калибры закреплены на ведущей оси посредством горячей посадки.
Особенностью предлагаемого пильгерного валка является то, что торцовые поверхности калибра выполнены с радиальными пазами, в которые вставлены шпонки, закрепленные кольцом в шпоночных пазах бурта ведущей оси. Это позволяет фИКсировать калибр отпроворота. Для обеспечения многониточной прокатки на оси валка ycтaнaвливaFoт несколько калибров, между которыми размещены распорные шайбы с радиальными пазами на торцовых поверхностях.
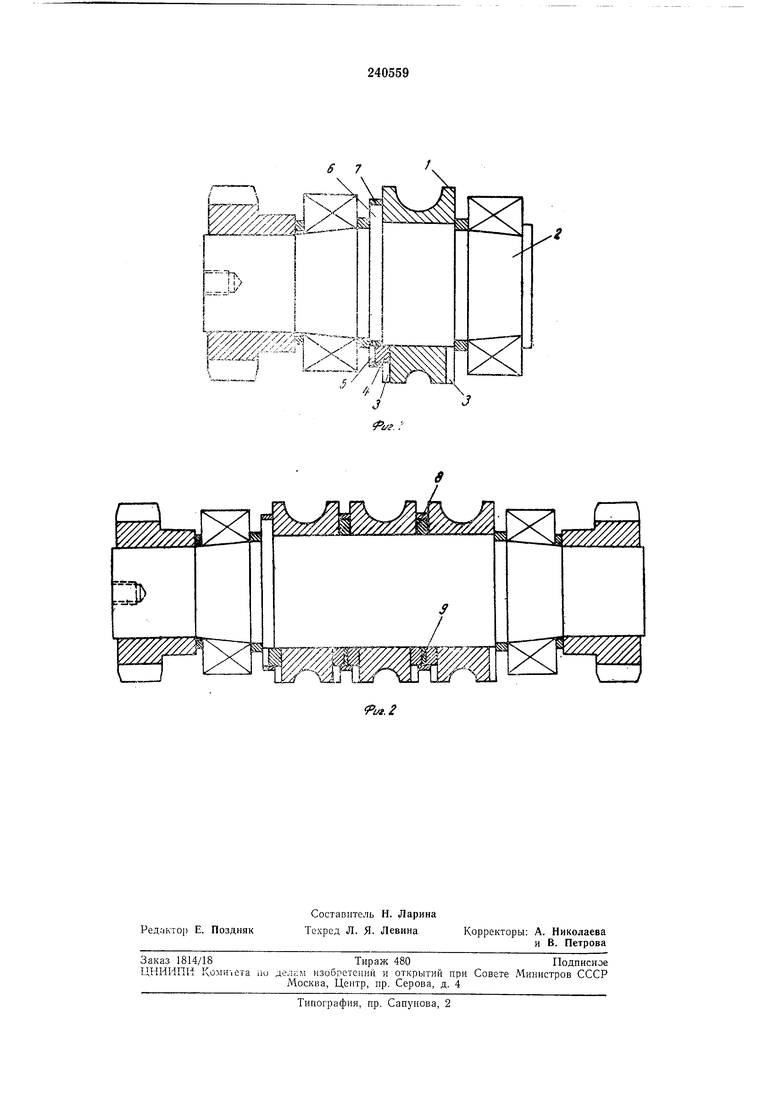
На фиг. 1 представлен пильгерный валок, общий вид; на фиг. 2 - то же, с несколькими калибрами.
Предложенный валок содержит кольцевой калибр 1, укрепленный на ведущей оси 2 посредством горячей посадки. Калибр имеет увеличенную длину рабочей зоны (более 220°). Для предотвращения калибра от проворота относительно ведущей оси его торцовые поверхности выполнены с радиальными пазами 3. В эти пазы вставлены призматические шпонки 4, которые заходят в шпоночные
пазы 5, расположенные по окружности бурта 6, который выполнен заодно с ведущей осью.
Число радиальных пазов в калибре должно соответствовать числу шпоночпых пазов в бурте и может быть выбрано любым.
Для выпадания призм атнчески.х шпонок применены кольца 7.
В случае установки на ведущей оси нескольких калибров для многониточной прокатки труб между ними устанавливают промежуточные распорные шайбы 8, которые так же, как и калибры, па торцовых поверхностях имеют радиально направленные пазы 9.
Предмет изобретения
1.Валок пильгерного стана холодной прокатки труб, включающий кольцевой с удлиненной рабомей зоной калибр, установленный на оси, отличающийся тем, что, с целью фиксации калибра от проворота, торцовые поверхности последнего выполнены с радиальными пазами, в которые вставлены шпонки, закрепленные кольцом в шпоночных пазах бурта оси.
2.Валок по п. 1, отличающийся тем, что, с целью обеспечения многоннточной прокатки, на оси установлено несколько калибров, между которыми размещены распорные шайбы с радиальными пазами на торцовых поверхностях.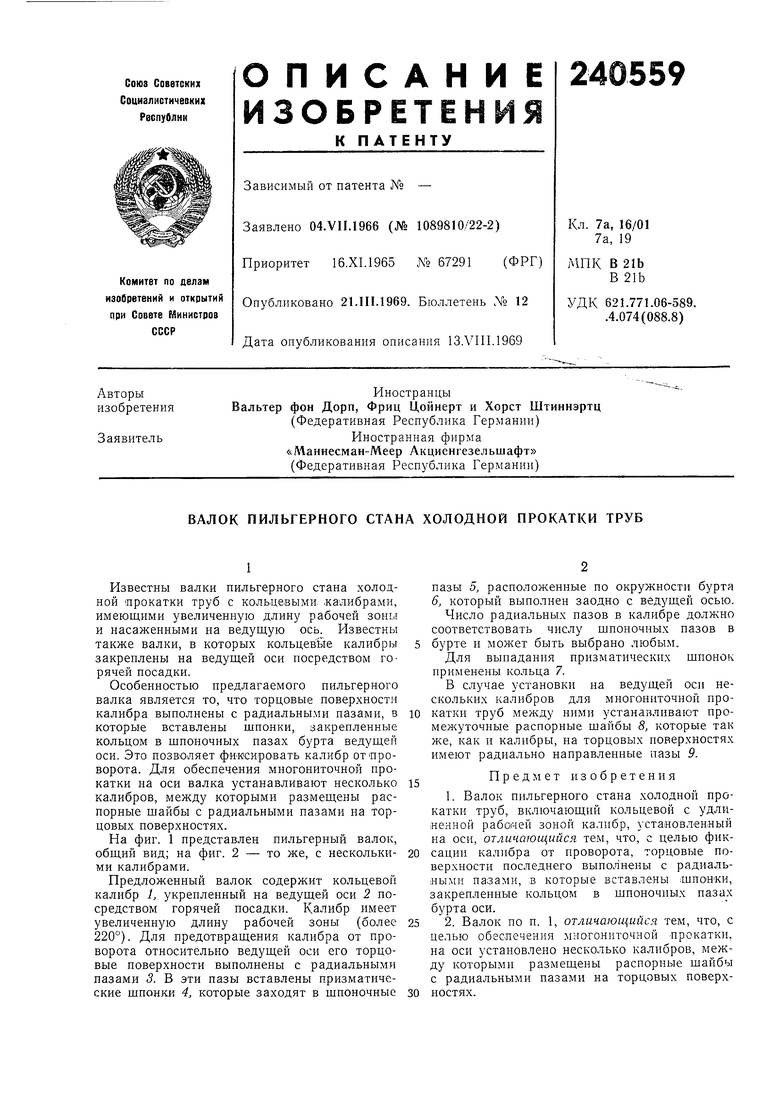
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пильгерной прокатки труб | 1974 |
|
SU505454A1 |
| БАЛОК ТРУБОПРОКАТНОГО СТАНА | 1969 |
|
SU238499A1 |
| Сборный валок многониточного стана холодной прокатки труб | 1973 |
|
SU498984A1 |
| Узел валков,образующих четырехвалковый калибр | 1982 |
|
SU1063495A2 |
| Валок для периодической прокатки труб | 1974 |
|
SU497067A1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 1990 |
|
SU1772953A1 |
| Валок для пильгерной прокатки труб | 1985 |
|
SU1271594A1 |
| СБОРНЫЙ ВАЛОК МНОГОНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1970 |
|
SU262062A1 |
| ВАЛОК ПИЛЬГЕРСТАНАКСЕСОЮЗНАЯni^tfUYU<4 Т?^'•'"••>&'-<^"'inet ПА) tH I и*' i tAi-;;, !r;:...ft?t"61-'-,Л*НСТ»НЛ ? | 1972 |
|
SU337167A1 |
| Составной прокатный валок | 1979 |
|
SU806180A1 |