(54) СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ получения листового проката | 1977 |
|
SU624665A1 |
| Способ получения подката для чистовой клети листового стана | 1981 |
|
SU984516A1 |
| Способ прокатки полосы | 1980 |
|
SU889161A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
1
Изобретение относится к прокатному производству и может быть . использовано при изготовлении горячекатаных и холоднокатаных листов б многоклетевых станах.
Известен способ производства листов, заключающийся в том, что редуцирование сляба ведут посредством многократного изгиба его по ширине до получения высоты продольных гребней в пределах 1,5-2 толщины сляба, а последующую прокатку осуществляют со стесненным уширением 1.
Недостатком способа является наличие у листа поперечной разнотолщинности, увеличивающейся от краев к средней части. Появление ее связано с наличием на контакте .металла с валками тангенциальных подпирающих сил трения, которые направлены к.середине бочки валков. Вследствие этого уширение металла затруднено, схема деформации ужесточается, что приводит к неравномерному распределению давления металла на вал,ки по длине бочки, изгибу их к наведению поперечной разнотолщинности.
Использование рабочих валков, спрофилированных с учет-ом стрелы прогиба, только частично улучшает геометрию листа, так как ограничено узкйМ еортаментом листа. Поэтому практически для каждого типоразмера требуется специальное профилирование валков и др.
Известен также способ производства листового проката, включающий последовательную деформацию слитка из прямоугольного в поперечном сечении профиля в волнообразный и снова в прямоугольный 2.
Недостатком этого способа является наличие поперечной разнотолщинности листа.
Цель изобретения.- уменьшение поперечной разнотолшинности листа.
Поставленная цель достигается тем, что неравномерный волнообразный профиль придают слитку в неравномерном волнообразном калибре, полушаг которого от середины бочки валка к периферии изменяют по соотношению
t to-ku
где to - начальный полушаг, изменяется в пределах 10-100 мм, в зависимости от прокатываемого сортамента;
К кЬэффициентГх аракт1ёрйзующй интенсивность роста полушага, ;
п - порядковый йбШ| 11Шуй1га валка, считая от середины валка к периферии.
Способ основывается на дроблении очага деформации вдоль образующей бочкивалка, вследствие чегЬ умейьшаются тангенциальные подпирающиеся силы трения. Подбирая полушаг профиля to и коэффициент К получаем требуемую форму, эпюры давлений на ВИЛКИ, и как следствие, уменьшение прогиба валков., „„,..,„,-„,,
Пределы изменения начального полушага выбрани следующими:.. ,
а) lipH горячей прокаткеш 100 мм, ;; :
б) при холоднойпрокатке
0,5 мм to 5 мм. , Для горячей прокатки при to 10 мм соотношение между обжатиями и толщиной раската с одной стороны и глубиной калибра с другой становится таким, что процесс прокатки приближается к прокатке в валках с гладкой бочкой. При to lOO мм возрастают тангенциальные подпирающие силы ii эффект дробления очага деформации уменьшается.
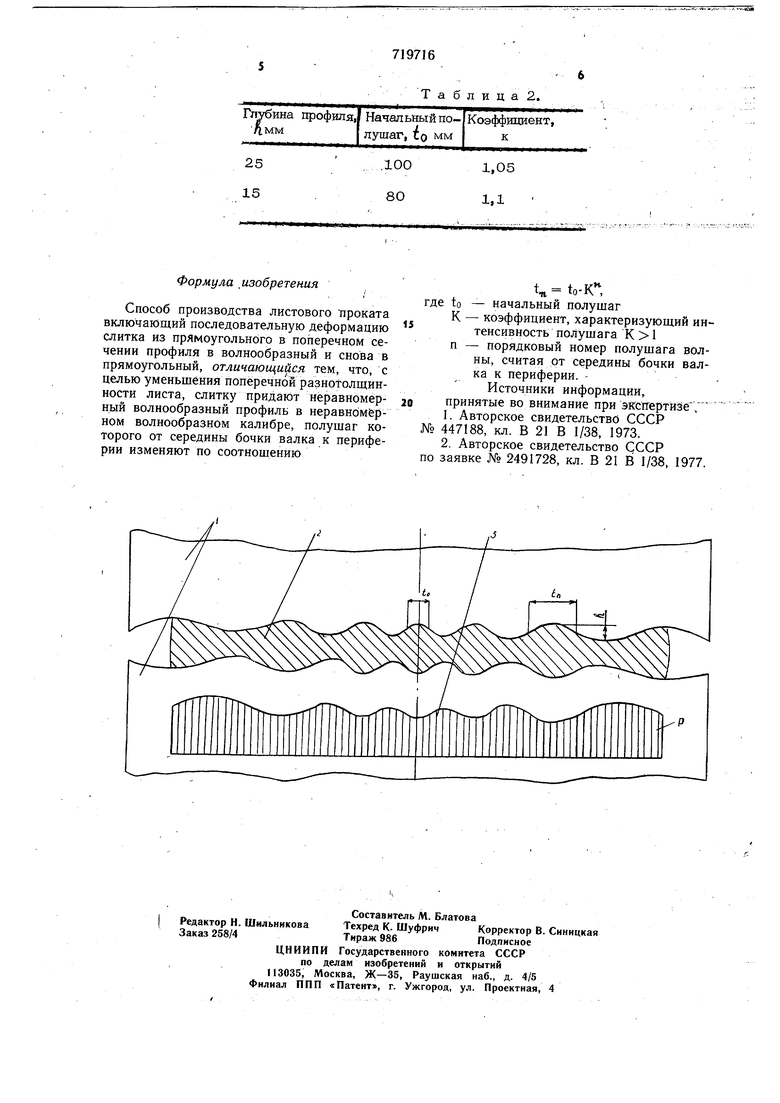
На фиг. 1 изображён раскат вкалибро- ванных валках с эпюрой расЯрёд еления удельных давлений.
П|эи нанесении на обе поверхййсте металла волнообразного профиля большие обжатия получ ает металл, деформируемый выпуклыми участками валков 1, причем металл наряду со смещением в продольном напраЪлении, получает возможность перемещения в поперечном направлении, ja счет зйполнё1ния впадин на валках есь очаг деформаций по тцирине разбивается на ряд отдельных участков с противоположным направлением сил трения & пределах каждого из участков.
Так как шаг профиля к периферий увеличивается, то увеличивается ГаКЖе и поверхность контакта металла с валком от
ЙоМёр клети Толщины рас- Абсолютное
«rtsstessssss
. - i&i5dbn.- i; jX%tHL W№ bt Jf-i
4«йедда:Ч1ь ;а :
середины бочки валка к периферии, вследг
ствие чего давление металла на валок падает от периферии к середине. Эпюра удельных давлений 3 по длине бочки валка приобретает равномерный характер.
Аналогичный механизм деформации происходит и при последующем обжатии раската 2 с симметричным неравномерным волнообразным профилем в гладких валках. Поскольку бочка Валка гладкая, то при раскатйе выпуклостей профиля, металл течет в обе стороны от выпуклостей и создает в пределах ширины, бочки валка ряд участков со взаимно уравновещенными системами сил трения. Неравномерный симметричный волнообразный профиль, в отличие от равномерного, позволяет получать эпюру удельных давлений на валок, понижающуюся от периферии к середине бочки валка.
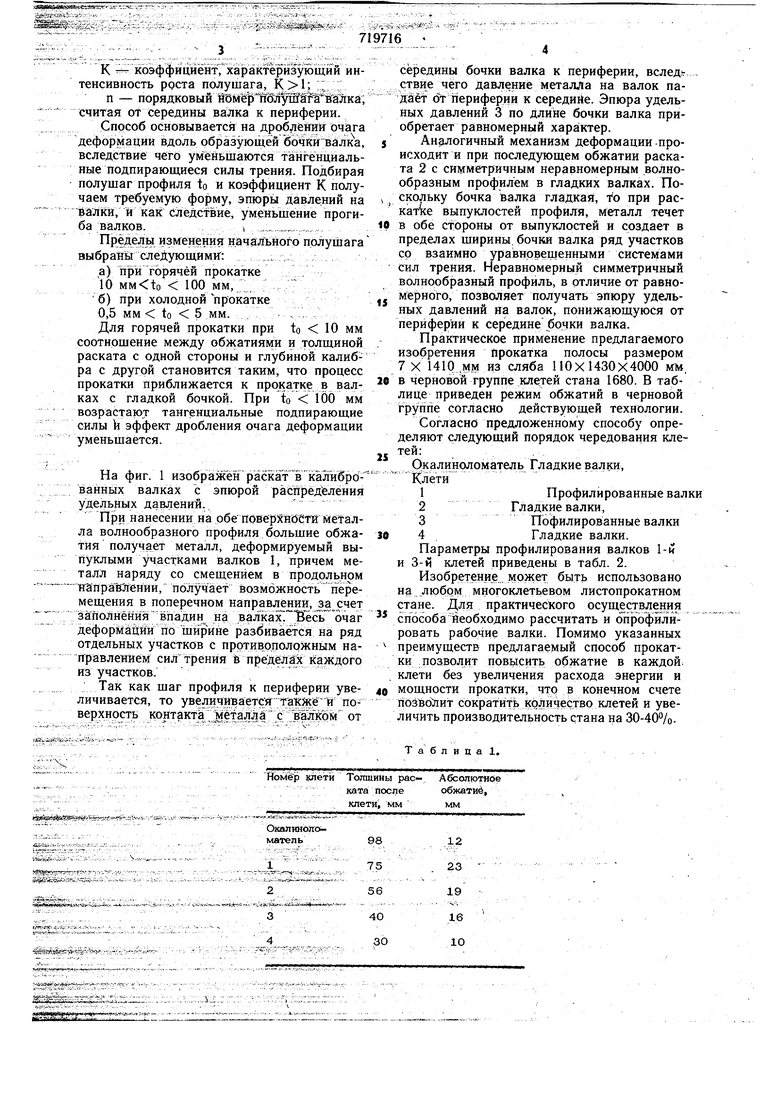
Практическое применение предлагаемого изобретения йрокатка полосы размером 7 X 141Q.MM из сляба 110x1430x4000 мм, в черновой групце клетей стана 1680. В таблице приведен режим обжатий в черновой группе согласно действующей технологии.
Согласно предложенному способу определяют следующий порядок чередования клетей:.
Окалиноломатель Гладкие валки. Клети
1Профилированные валки
2Гладкие валки,
3Пофнлированные валки
4Гладкие валки. Параметры профилирования валков 1-й
и 3-й клетей приведены в табл. 2.
Изобретение., может быть использовано на любом многоклетьевом листопрокатном стане. Для практического осуществления способа необходимо рассчитать и опрофнлировать рабочие валки. Помимо указанных преимуществ предлагаемый способ прокатки позволит повысить обжатие в каждой клети без увеличения расхода энергии и мощности прокатки, что в конечном счете позволит сократить количество клетей и увеличить производительность стана на 30-40 /о.
Таблица 1. ката послеобжатие,
клети, иммм
Глубина профиля Начал ьныйпоЛммJ лушаг, с
25 15
Формула изобретения
Способ производства листового проката включающий последовательную деформацию слитка из прямоугольного в поперечном сечении профиля в волнообразный и снова в прямоугольный, отличающийся тем, что, с целью уменьшения поперечной разиотолщинности листа, слитку придают неравномерный волнообразный профиль в неравномерном волнообразном калибре, полушаг которого от середины бочки валка к периферии изменяют по соотношению
Т а б л и ц а 2.
лушаг, to
.100
1,05 80 1,1
to-K
t
п.
где to - начальный полушаг
К - коэффициент, характеризующий интенсивность полушага К 1 п - порядковый номер полушага волны, считая от середины бочки валка к периферии. Источники информации, принятые во внимание при экспертизе;
по заявке № 2491728, кл. В 21 В 1/38, 1977.
