1
В известных составных валках для многониточной прокатки труб крепление калибров на бочке валка осуществляется посредством шпонки, проходящей через все калибры, при этом раздельная настройка межкалиберной щели каждой нитки производится при помощи регулировочных прокладок.
Предлагаемый сборный валок отличается тем, что смежные калибры зафиксированы общим двойным распорным клином, а шпонки изготовлены торцовыми с длиной, меньшей половины длины шпоночных пазов калибров, с возможностью их свободного перемещения в радиальном направлении.
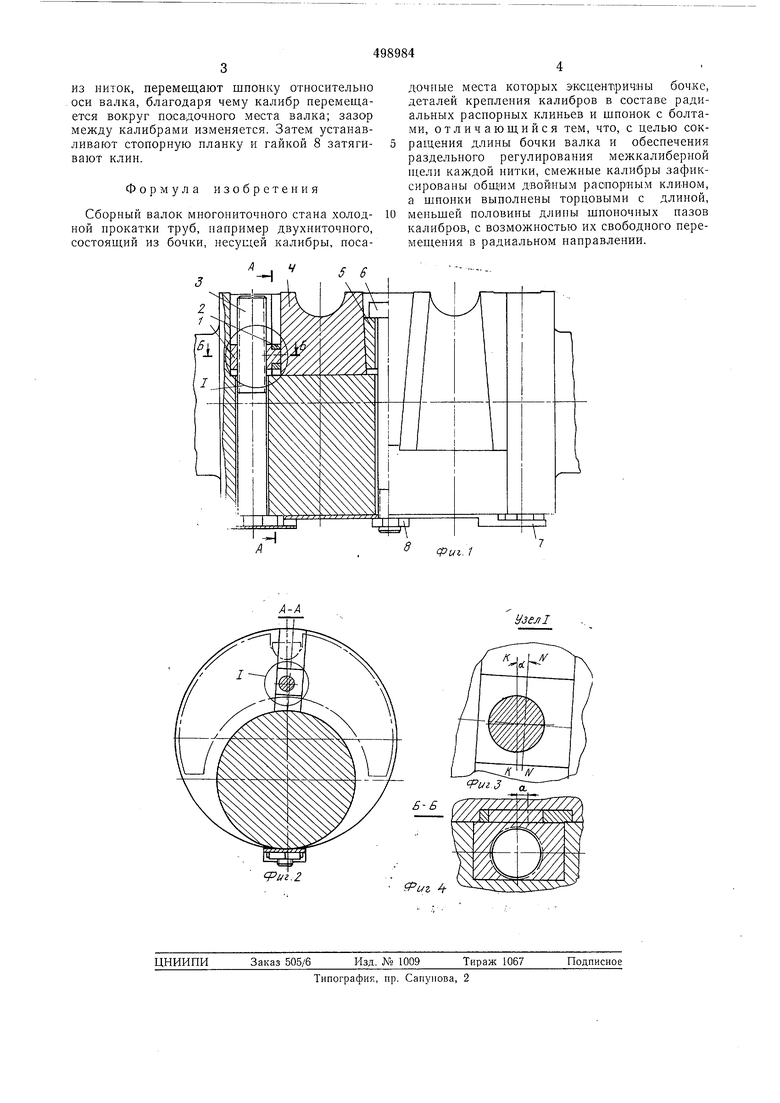
На фиг. 1 показан описываемый валок для двухниточной прокатки труб; на фиг. 2-то же, разрез по А-А на фиг. 1; на фиг. 3-узел I на фиг. 1 и 2; на фиг. 4-разрез по Б-Б на фиг. 1.
Составной валок включает валковую шпонку 1, калиберную шпанку 2, щпо«оч.ный болт 3, калибры 4, распорные клинья 5, клиньевые болты 6, стопорную планку 7 и гайку 8.
Посадочные места калибров выполнены эксцентрично бочке валка и закреплены по месту посадки и щекам валка распорным клИйом 5, который затягивается болтом 6 с полуцилиндрической головкой. С наружных сторон калибры крепятся сборными шпонками, которые фиксируют их от проворачивания относительно бочки валка.
Валковая шпоика 1 выполнена в виде прямоугольной призмы 1C симметрично расположенным цилиндрическим выступом, который пропущен в цилиндрическое отверстие калиберной шпонки 2. Паз под калиберную часть шпонки смещен относительно оси шпонки на величину а, что позволяет смещать любой из калибров вокруг оси валка посредством перемещения шпонки по щпоночным пазам при вращении шооночиых болтскв.
Так как глубина ручья калибра переменная, меняется величина межкалиберной щели на одной из ниток. Чем ближе установлена шлонкак центру валка, тем большее смещение получает калибр и больше изменяется щель. При этом увеличивается угол а между осью калиберной части шпонки и осью КК валковой части шпонки. Свободное вращение калиберной части шпонки по цилиндрическому выступу валковой части шпонки обеспечивает нормальную работу шпоночного крепления. От раскручивания и осевого перемещения шпоночные болты 3 удерживает стопорная планка 7, которую фиксирует гайка 8. При необходимости изменения диаметра прокатываемой трубы на одной из ниток отвинчивают гайку 8, ослабляют клин 5, снимают стопорную планку 7 и, вращая шпоночный болт 3 одной
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок профилегибочного стана | 1978 |
|
SU740339A1 |
| Валок | 1988 |
|
SU1547897A1 |
| ВАЛОК ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2254952C1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU759154A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СБОРНЫЙ ВАЛОК МНОГОНИТОЧНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1970 |
|
SU262062A1 |
| Валок для пилигримовой прокатки труб | 1975 |
|
SU528967A1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| Валок стана холодной прокатки труб | 1985 |
|
SU1321494A1 |
