Изобретение относятся к области куз-нечного производства - свободной ковке на молотах и пресса.х в кузнечно-прессовых цехах машиностроительной и металлургической промышленности.
Известен кузнечный вырезной боек с боко.выми и рабочими поверхностями. Однако в известных конструкциях вырезного инструмента плоскости сдвига имеют минимальную простираемость вследствие того, что границы рабочей поверхности инструмента, разделяющие обжимаемую и внешние части проковываемой заготовки, прямолинейны. Такое конструктив«ое выполнение приводит к тому, что в попе|речном сечении структура поковки оказывается недостаточно Цроработанной у контактных с инструментом поверхностей, что приводит к большой анизотропии Механических свойств.
Предложенный боек лишен этих недостатков и отличаемся от известных тем, что на боковых поверхностях бойка также выполнены вырезы по форме, обеспечивающей в поковке дополнительные плоскости сдвига, что улучшает проработку структуры поковки и уменьшает анизотропию механических свойств. Кроме того, вырезы на рабочей и боковых поверхностях бойка выполнены ступенчатыми.
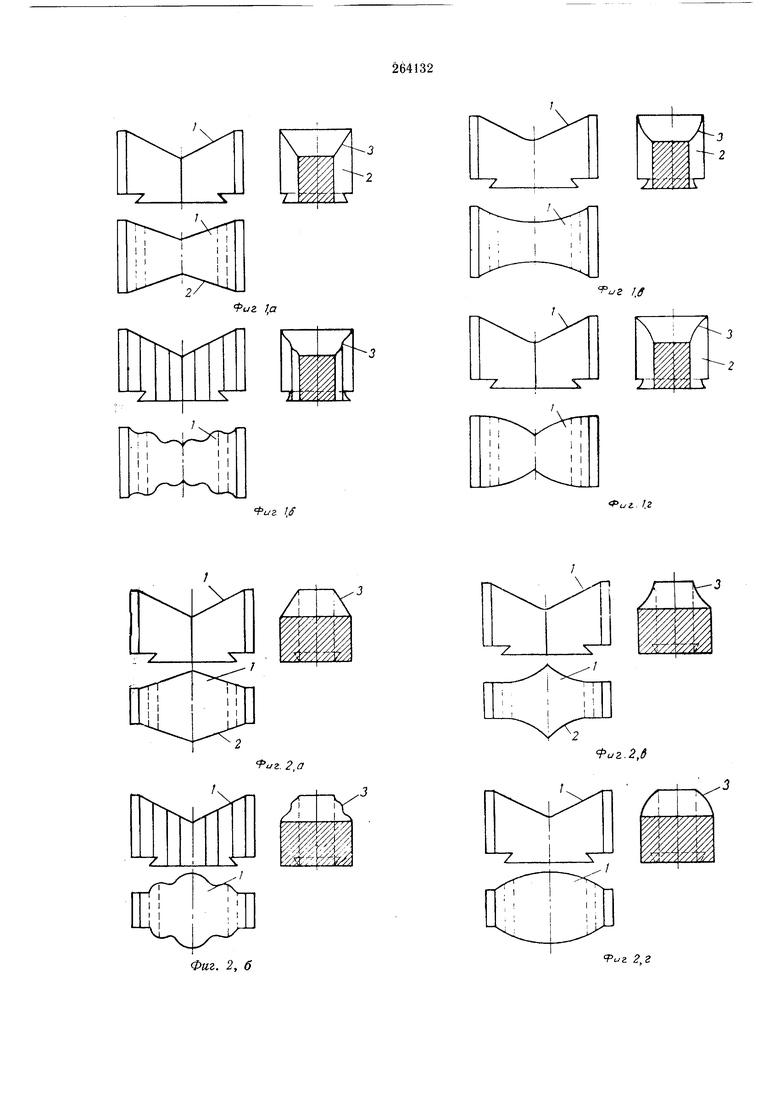
На фиг. 1 показан кузнечный боек с двойным вырезом, обеспечивающий развитие дополнительных плоскостей сдвига в направлении от оси к боковой поверхности обжимаемой части заготовки: а - с ломаной, б-волнообразной, в - вогнутой, г - выпуклой поверхностями, образующими второй вырез; на фиг. 2- то же, в направлении от боковой поверхности к оси обжимаемой части заготовки; на фиг. 3-
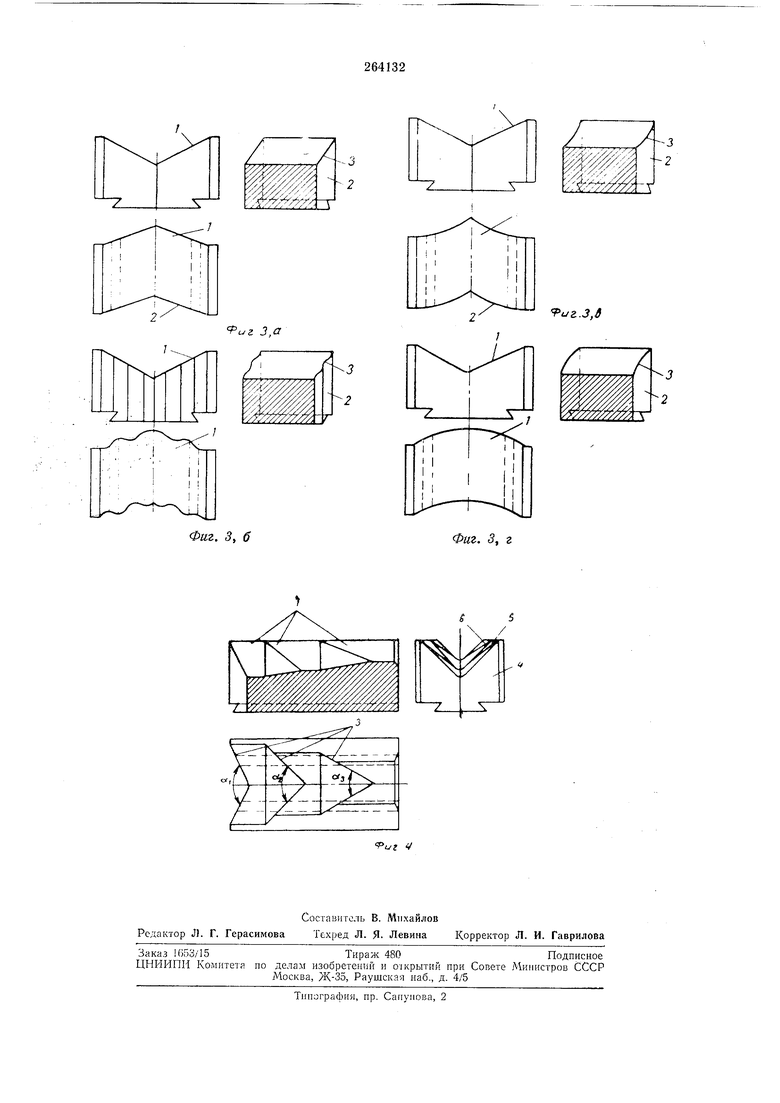
боек, обеспечивающий комбинированное развитие допатннтельных плоскостей сдвига (о, б - то же, в - с вогпуто-выпуклой, г - с выпукло-вогнутой поверхностями, образующшш второй вырез); на фиг. 4 - кузнечный боек с
двойным вырезом, обеспечивающий ступенчатопеременный по длине угол развития до11олнительных плоскостей сдвига.
Кузнечный вырезной боек с плоскими частями рабочей поверхности У, наклоненными друг
к другу под некоторым углом (например, 90,
105, 120, 135°) снабжен вторым вырезом 2. ось
которого наклонена, например, под углом 90°
к оси первого выреза. Коптур второго выреза
может быть обращен во внутрь бойка (см.
фит. 1), к наружным сторонам его (см. фиг. 2),
может быть выполнена ломаной, волнообразной, вогнутой, выпуклой.
При ковке вырезными бойками по фиг. 1 образуются плоскости максимальных сдвигов, расположенные под углом 45° в каждой грани рабочей поверхности / бойка (для всех позиций а, б, в, г на фиг. 1). Второй вырез 2 обеспечивает развитие дополнительных плоскостей скольжения, развернутых по направлению от оси к боковой поверхности обжимаемой части заготовки. Причем наименьшая протян енность дополнительных плоскостей сдвигов соответствует ковке бойками по фиг. 1, а, наибольшая протяженность их - при ковке бойками по фиг. , б. Бойки по фиг. 1, S и г, сохраняя названную выше ориентировку дополнительных плоскостей сдвига, создают возрастание (см. фиг. 1, в) или убывание (см. фиг. 1, г) обжатия по глубине первого выреза на границе 3, разделяющей обжимаемую и внешние части заготовки. Соответственно контуру второго выреза плоскости дополнительных сдвигов развиваются во внутрь бойка.
Вырезные бойки по фиг. 2 обеспечивают разворот дополнительных плоскостей скольжения от боковой поверхности обжимаемой части по направлению к продольной оси заготовки. Ломаная граница 5 (см. фиг. 2, а), волнообразная граница 3 (см. фиг. 2, б), вогнутая граница 5 (см. фиг. 2, в), выпуклая граница 3 (см. фиг. 2, г) создают соответственно наименьшее, наибольшее, возрастающее и убывающее по глубине развитие плоскостей дополнительных сдвигов. Во всех четырех вариантах второго выреза по фиг. 2 плоскости дополнительных сдвигов распространяются к наружным сторонам бойка.
Ковка вырезными бойками, снабженными вторым вырезом, сопровождается комбинированным развитием дополнительных -плоскостей сдвига. Граница 3 контура второго выреза 2,
обращенная во внутрь бойка, ориентирует плоскости дополнительных сдвигов от оси к боковой поверхности обжимаемой части заготовки, а обращенная к наружным сторонам бойка - в противоположном направлении. При этом позициям а соответствует наименьшее, б - наибольшее, б - возврастающее по глубине, г- убывающее по глубине выреза бойка распространение плоскостей дополнительных сдвигов.
Три описанных группы кузнечных бойков снабжены двойным вырезом фиксированной величины.
Для дальнейщего улучшения проработки структуры целесообразно предусмотреть переменную величину угла второго выреза. На фиг. 4 представлен кузнечный боек с трехступенчатым изменением угла второго выреза (QI, dz, аз), обеспечивающим возможность течения металла заготовки по новым плоскостям
сдвига и, таким образом, более полной проработки структуры по всему объему. На фиг. 4 поверхности 4 - первой ступени; 5 - второй ступени и - третьей ступени второго выреза бойка показаны прямолинейными, что не исключает возможность их выполнения ломаными, волнообразными, вогнутыми, выпуклыми или комбинированными.
Предмет изобретения
1.Кузнечный вырезной боек с боковыми и рабочими поверхностями, отличающийся тем, что, с целью улучшения проработки структуры поковки и уменьшения анизотропии механических свойств, на боковых поверхностях бойка выполнены вырезы по форме, обеспечивающей в поковке дополнительные плоскости сдвига при ковке.
2.Кузнечный вырезной боек по п. 1, отличающийся тем, что вырезы на рабочей и боковых
повернхостях бойка выполнены ступенчатыми.
-3
3 -2 2
f,ff
Риг Та
иг {S
. 1г
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНОЙ ПРОРАБОТКИ СТРУКТУРЫ МЕТАЛЛА ПРИ КОВКЕ | 1970 |
|
SU261882A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 1973 |
|
SU393018A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Кузнечный вырезной боек | 1980 |
|
SU897378A1 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
| Кузнечный инструмент | 1986 |
|
SU1386348A1 |
иг. 2 а
Риг.2,6
-г
-з
t-2
иг.3,д
