ИзОбретение относится к области обработки металлов давлением, в частности, к ковке заготовок с 1применением операции протяжки.
Известен способ объемной проработки структуры металла при ковке деформированием заготав ки .путем обжима ее фасонными бойками, образующими (в поковке плоскости сдвига.
Однако при использовании известного способа структура поковки в поперечном сечении оказывается недостаточно проработанной у KOHTaiKTHbix с инструментом поверхностей. Кроме того, вследствие продольного течения металла при ковке имеет место значительное волокнообразование и анизотропия .механических и пластических свойств металла.
Предложенный способ отличается от известного тем, что сначала 01бжим осуществляют по участкам с последовательным чередованием 1ПО длине заготов юи деформированных и недеформированных участков и с образованием плоскостей сдвига по гран№ца М раздела между ними, а затем производят также последовательно обжим иедеформированных участков заготовки, с образованием дополнительных плоскостей, скрещивающихся с первоначальными, что улучщает .проработку структуры и уменьшает неоднородность .механических свойств поковки.
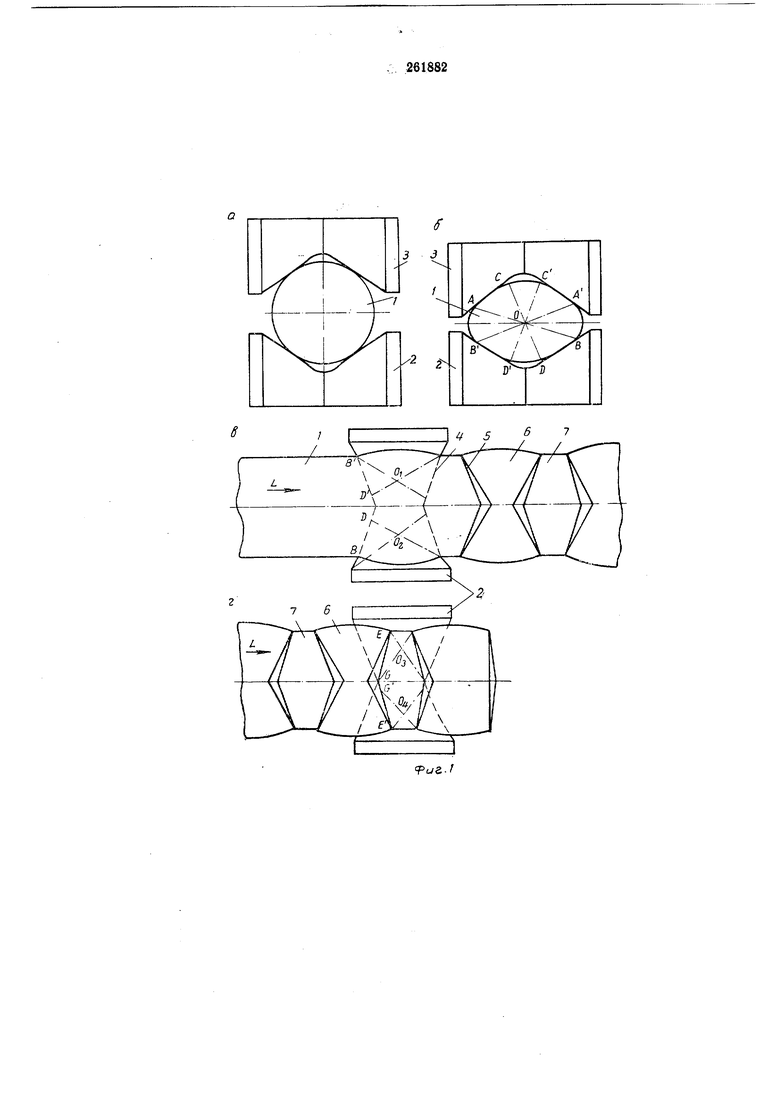
На фиг. 1 показано расположение и конфигурация кузнечной затотов ки при протяжке в бойках с двойным вырезом: а) в исходном, перед Обжатием, состоянии, б) после единичного обжатия, вид с торца, в) в процессе первого прохода, вид в плане, г) в щаге второго прохода; па фит. 2 представлена исходная ваготовка для ковки, вид сбоку и сверху.
Нагретая до -ковочной температуры заготовка / помещается в -фасонные нижний 2 и верхний 5 бойки, снабженные двойным (В перпендикулярной плоскости) вырезом 4. В процессе единичного обжатия наиболее интенсивное течение металла происходит по плоакостяМ скольжения, следы которых АОВ (АО В ) и СОД (СОД) показаны на фиг. 1,6. Одновреме1нно, например от ломаной границы выреза 4, развиваются дополнительные плоскости скольжения, си-мметричные
и BOzM, ориентированные под углом относительно нормального попереченого сечения заготовки (|фиг. 1,в). Гравица 5 обжатой 6 и недеформирован1ной 7 частей заготовки / становится также ломаной. После совер щения
единичного обжатия заготовка 1 перемещается относительно (бойков 2 н 3 ъ продольном направлении (по стрелке L на фиг. 1,е) на величину подачи, большей протяженности обжатой части 6 заготовки 1. Таким образом,
СМИ Чередующиеся участки 5 и 7 с ломаными границами между ними. Наибольшая дллна недеформироваЕного участка 7 ие должиа превышать ширииы бойка (с учетом удлинения при втором переходе ковки).
Во втором .-переходе коВки ;при установке на бойки недеформированного участка 7 заготовки 1 ломаная граница на заготовке оказывается акреш;ивающейся с ло.маной границей (вырезом) на инструменте. Это дредопределяет возможность развития новых даполнительных плоскостей скольжения, симметричных EOzG иЕО.О . .
Таким образом, первый переход 0:бжатий обеспечивает развитие дополнительных плоскостей скольжения IB заготовке под действием выреза 4 бойка и пол.учение ломаных границ 5 на заготовке. Во втором переходе дополнительные плоскости .акольжеиия развиваются от ломаных границ 5 заготовки и скреш,иваются с границей выреза 4 бойка и, следовательно, с дололнительными ллоскостями скольжения, получанными ща первом ороходе ковки. Опйса«ные два прохода :ковки составляют кузнечный переход, после которого следует .кантовка ваготовки / (например, ;на 90° относительно -продольной оси).
После кантовки обжатия и подачи должны производиться так, чтобы в первом проходе второго перехода сначала обжимались бывшие участки 7. Количество лереходов определяется заданными конечными, размерами поковки.
Для улучшения проработай структуры металла заготовка для ковки может быть вьтолнена периодического лрофиля, содержащая периодически череш;уюш,ие,ся ло длине участки,
налример круглого а и ромбического б поперечного сечения. Границы участков заготовки при этом ВЫ1ПОЛНЯЮТСЯ ломаными (с соответствующими .радиусами округления и притуилением острых юрамок). Заготовка может быть
выполнена, например, литьем, наплавкой, механической обработкой, периодичеакой прокаткой или Обжатием в фасонном инструменте.
Предмет изобретения
Способ объемной гарора-ботюи структуры металла лри ковке путем деформирования заГОТОВК1И обжимом ее фасонными бойками, образующими в локо,вке плоскости одвига, огличающийся тем, что, с целью уменьшения неоднородности механичеаких свойств, сначала осуществляют обжим по участкам с последовательны.м чередованием по длине заготовки дефор-мированных и недефоримированных участков и с образованием плоокостей сдвига по границе раздела между ними, а затем цро.изводят также последовательно обжим недеформированных -участков заготовки с образованием дополнительных плоскостей сдвига, скрещивающихся с лервоначальньши.
j/ ..
. л ..щ. .
« -L.:. ..fi
361882

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ ковки слитков | 1980 |
|
SU925503A1 |
| КУЗНЕЧНЫЙ ВЫРЕЗНОЙ БОЕК | 1970 |
|
SU264132A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Заготовка для ковки | 1979 |
|
SU795689A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки поковок | 1975 |
|
SU637184A1 |
| Способ ковки заготовки | 1983 |
|
SU1189560A1 |