ИзОбретеяие от.носится к области стекольного машнностроения и может быть использова,но на стекольных заводах по производству автомобильного стекла.
Основное авт. св. Ns 206344 выдано намашину для обработки кромок листовых стекол, между транспортирующими цепями которых смонтирован двусторонний рольганг с непривод.ными .роликами, а перед этими цепями на участке ввода листов в машину установлены прижимные приспособления.
Предлагаемая машина позволяет одновременно обрабатывать кромки стекла и фацета на листовых стеклах, обеспечить -правильную ориентацию листов стекла относительно обрабатыва1юп;их головок и повысить производительность.
Достигается это тем, что оиа снабжена головками для шлифовки и полировки фацета, устайовленными на станине за соответствующими головками для обработки кромок, а также выполнена с ленточныл транспортером для перемещения листов стекла по рольному столу, работающим синхронно с транс|портирующими цепями.
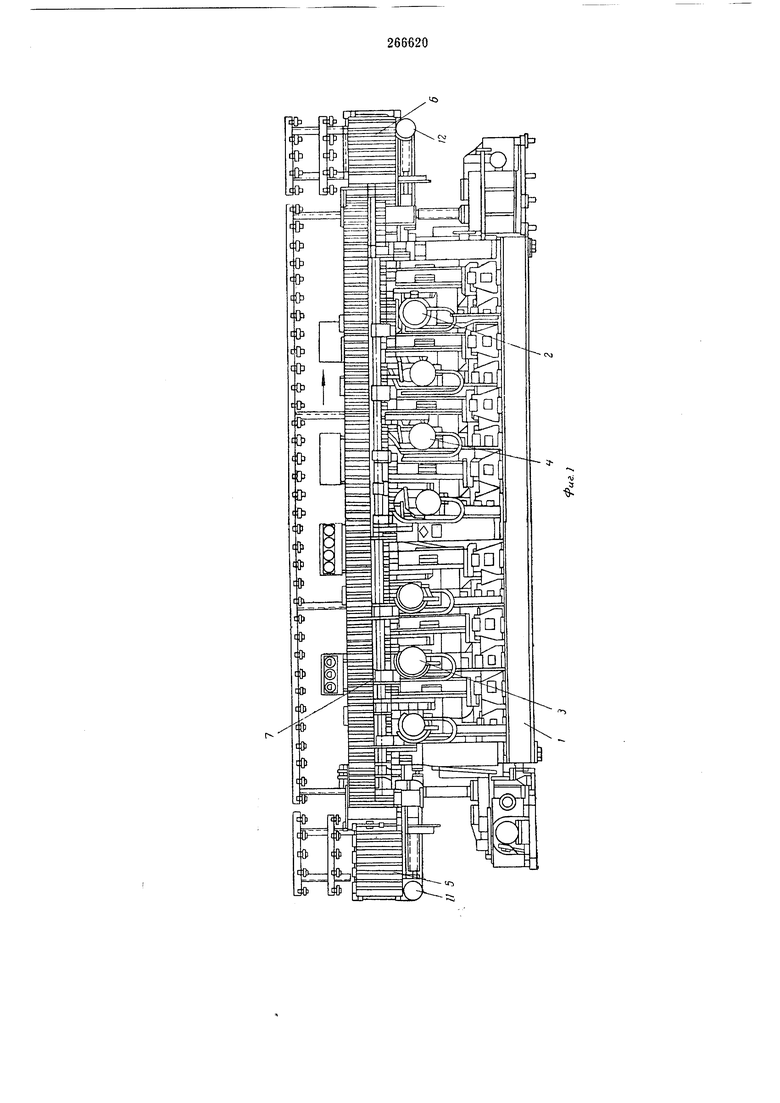
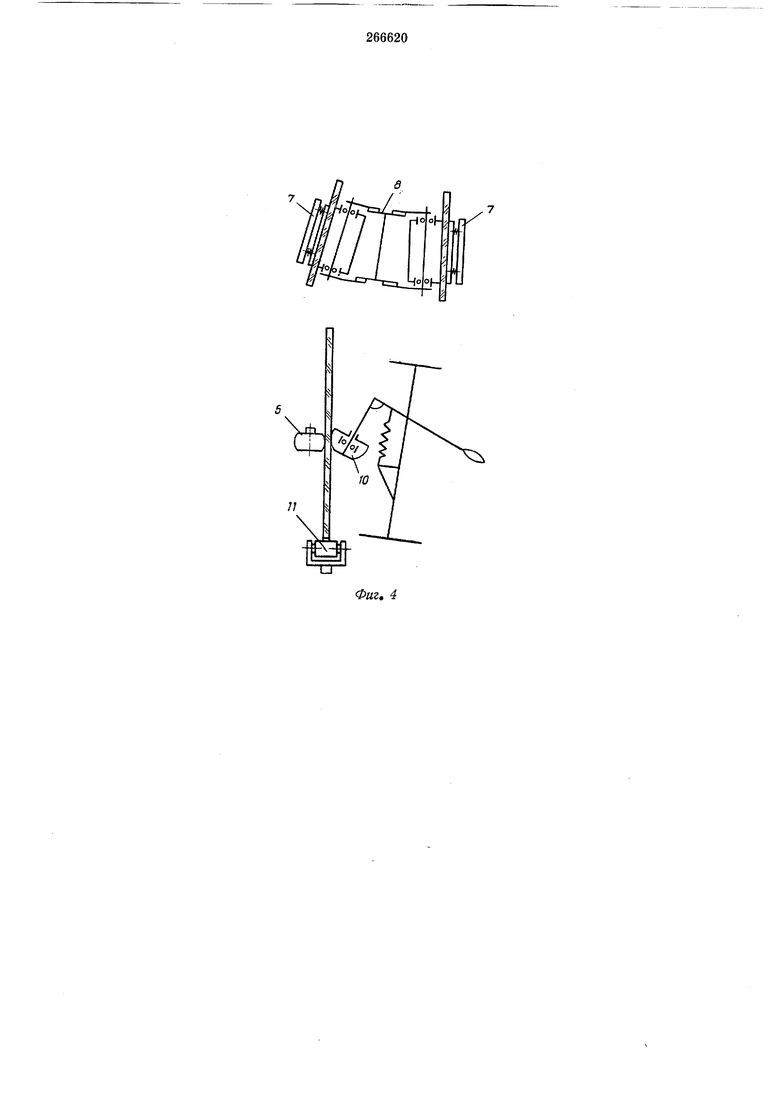
На фиг. 1 изображена предлагаемая машина, общий вид; на фит. 2 и 3 - схемы установки шлифовальных и полировальных головок для обработки фацета; на ф-иг. 4 - схема прижима листа стекла иа участках завода и вывода его из машины.
На станине / смонтированы последовательно с головками 2 для обработки кромок шлифовальные 3 и полировальные 4 головки -с возможностью разворота на соответствующий угол фацета.
По обеим концам машины расположены рольные столы 5 и 6 для ввода и вывода из нее листов стекла. Перемешается лист стекла между обрабатывающими головками с помощью транспортирующих цепей 7, между которыми смонтирован двусторонний рольганг 8 с неприводцыми роликами 9. Наружные образующие роликов составляют одну плоскость и служат опорой для листов стекла при обработке кромок и фацета.
Для устранения смещений листов стекла оря захватывании их тргнспортирующими цепями 7 на участках ввода в машину установлены прижимные приспособления 10, выполненные в виде обрезиненных роликов, поджимающих лист стекла к рольному столу 5 и к опорной поверхности ленточного транспортера //.
Цикл работы мащины непрерывный полуавтоматический. Лист стекла вручную устанавливают на стол 5, и с помощью ленточного транспортера 11 он перемещается к транспортирующим цепям 7. Цепи захватывают лист стекла, прижимают его к рольгангу 8 и перемещают вдоль машины. В процессе транспортировки листа стекла .происходит полная обработка его кромок и фацета обрабатывающими головками. На выходе стекло принимается столом 6 и транспортером 12. Оба транспортера 11 и 12 работают синхронно с цепями 7.
Предмет изобретения
Машина для обработки кромок листовых стекол ,по авт. €В. № 206344, отличающаяся
тем, что, с целью обеспечения одновременной Обработки кромок стекла и фацета и повышения производительности, она выполнена с головками для шлифовки и полировки фацета, установленными та станйне за соответствующими голо(вками для обработки кромок, и с ленточным транспортером для перемещения листов стекла по рольному столу, .работающими синхронно с транспортирующими, цепями.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОБРАБОТКИ КРОМОК ЛИСТОВЫХ СТЕКОЛ | 1967 |
|
SU206344A1 |
| Станок для фацетирования листов стекла | 1989 |
|
SU1722788A1 |
| УСТАНОВКА ДЛЯ ШЛИФОВКИ И ПОЛИРОВКИ листового СТЕКЛА | 1964 |
|
SU164818A1 |
| Устройство для фацетирования прямоугольных листов стекла | 1977 |
|
SU676572A1 |
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2696473C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для фацетирования прямоугольных листов стекла | 1986 |
|
SU1404484A2 |
| Машина для обработки кромок листовых стекол | 1977 |
|
SU636071A2 |
| Установка для шлифовки и полировки плит из естественного камня | 1973 |
|
SU441133A1 |
| Устройство для фацетирования прямоугольных листов стекла | 1986 |
|
SU1404483A2 |