Изобретение относится к области обработки естественного камня.
Известна установка для шлифовки и полировки плит из естественного камня, содержащая станки для шлифования и полирования, расположенные по ходу технологического процесса, транспортирующий механизм для перемещепия кассет от станка к станку и позиции загрузки и выгрузки плит.
Однако в известной установке станки не связаны между собой системой автоматики и не автоматизирована транспортировка плит.
Цель изобретения - создание установки, обеспечивающей непрерывный автоматический режим шлифования и полирования плит и транспортировку их с одной позиции обработки на другую.
Эта цель достигается тем, что установка снабжена приводным рольгангом шлифовальных станков, приводным рольгангом полировальных станков, конвейером загрузки и выгрузки плит и механизмами перепоса кассет от конвейера загрузки и выгрузки плит на приводной рольганг шлифовальных станков и с приводного рольганга шлифовальных станков на приводной рольганг полировальных станков, причем приводные рольганги шлифовальных и полировальных станков расположены над столами станков, выполненными в виде рамы, образующей защиту от воды и
снабженной устройством остановки кассет, приводными промежуточными роликами и приводными роликами подъема, связанными со смонтированным в установке устройством подъема кассет, выполненным в виде гидроцилиндра, соединенного посредством тяг и рычагов с поворотными редукторами привода, на выходных валах которых установлены ролики. Кроме того, механизм переноса кассет от
конвейера загрузки и выгрузки плит к приводным рольгангом шлифовальных станков и от приводных рольгангов шлифовальных станков к приводным рольгангам полировальных станков выполнен с тележечным конвейером,
несущим кассеты, и со сдвоенными телел ками, связанными между собой бесконечной цепью с приводом, включающим гидроцилиндры, встроенные в цепную передачу, и храповой механизм, причем конвейер загрузки и выгрузки плит выполнен в виде транспортера, выполненного, в свою очередь, из неприводных роликов рольганга и цепного привода кассет с жесткими и поворотными упорами, имеюп1:его наклонную ветвь для прохода кассет
мимо жесткого упора.
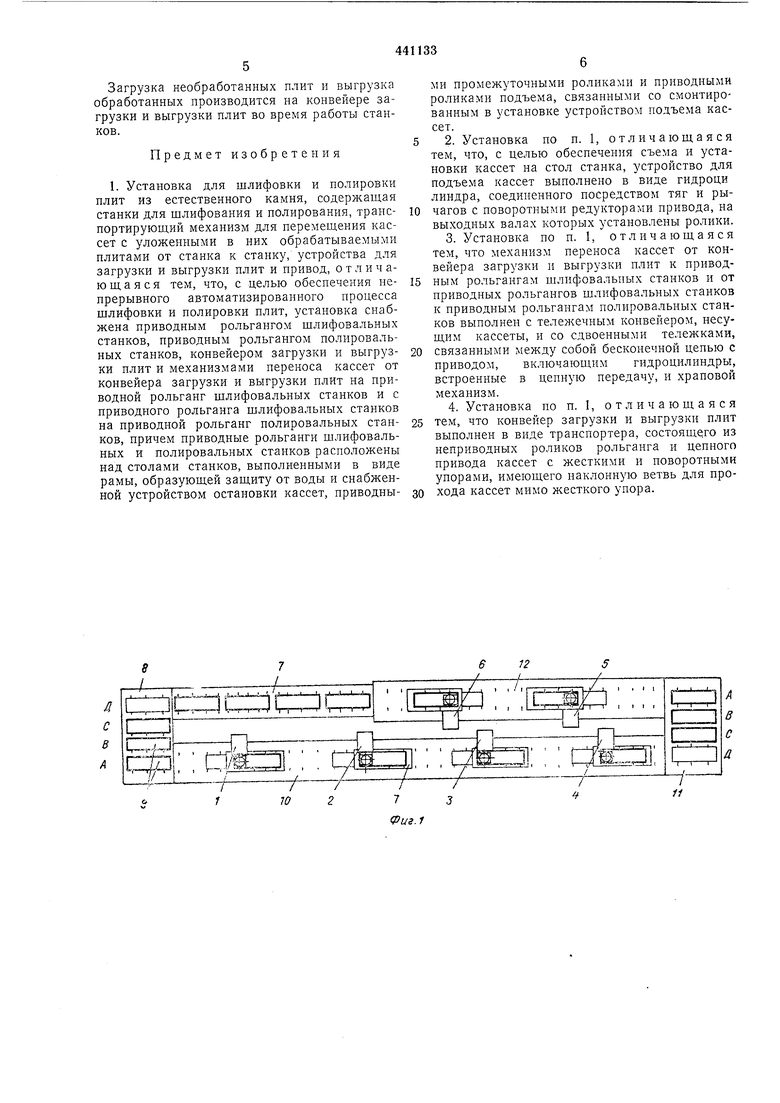
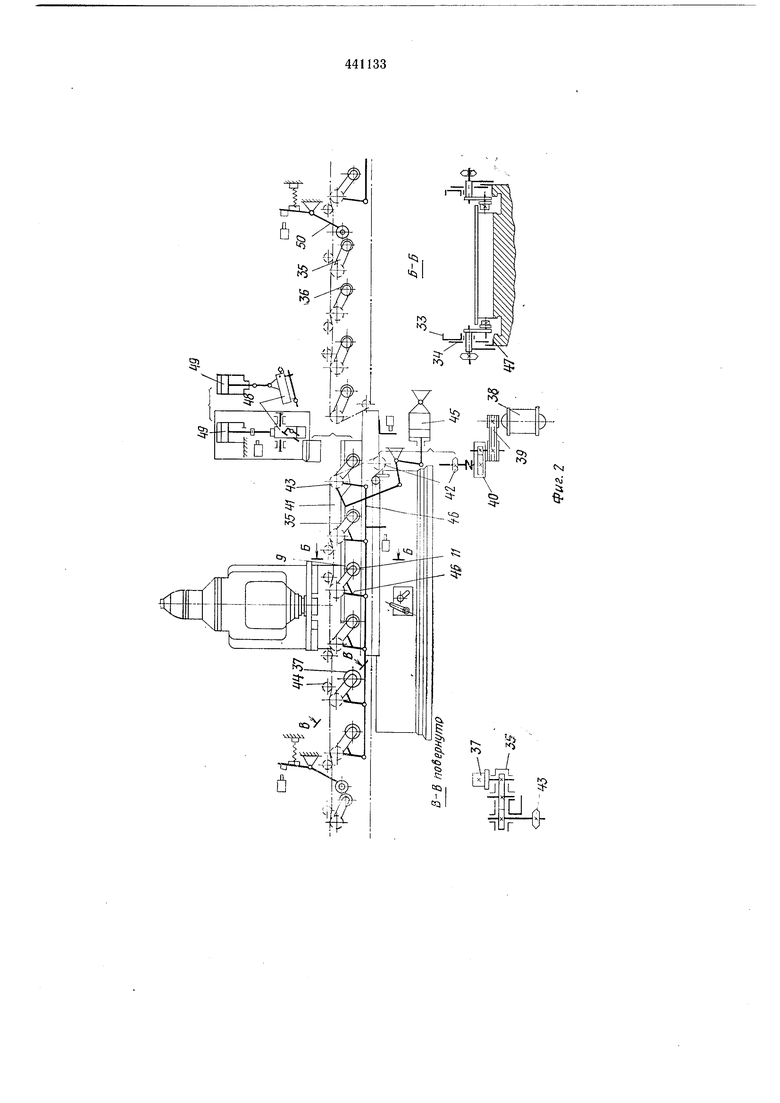
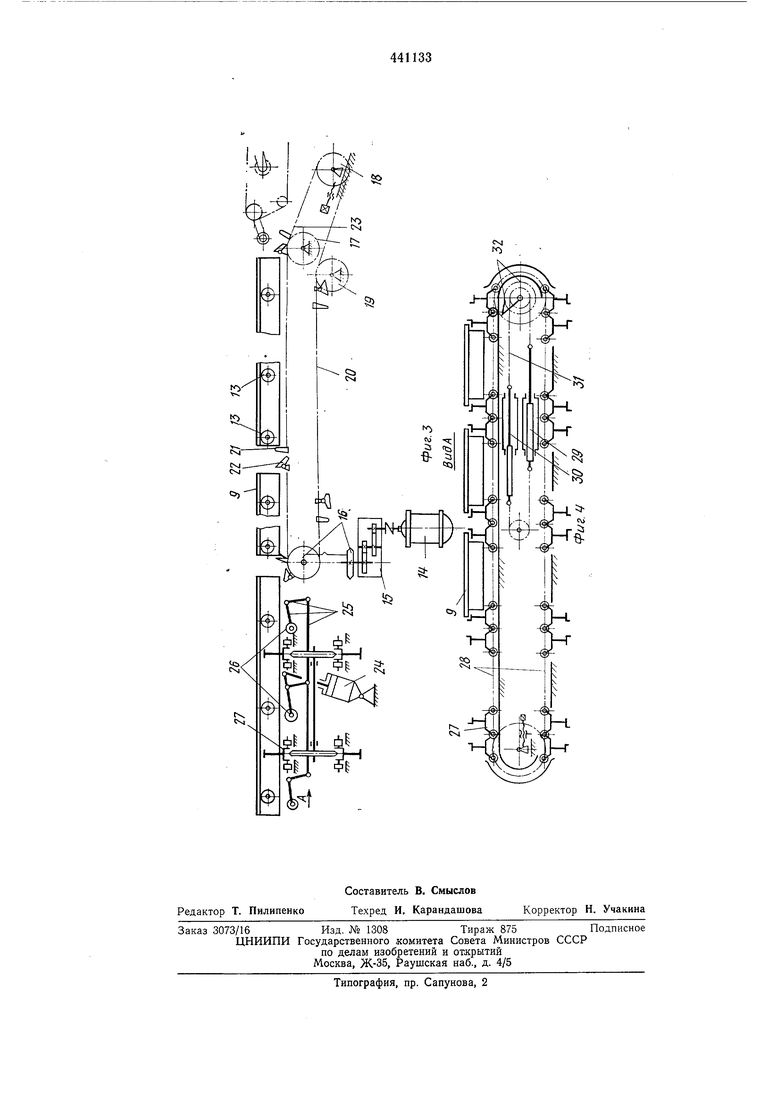
На фиг. 1 представлена схема установки, общий вид; на фиг. 2 - кинематическая схема участка приводного рольганга шлифовальных (полировальных) станков; на фиг. 3 -
кинематическая схема конвейера загрузки и
выгрузки и механизма переиоса плит от конвейера загрузки плит на приводной рольганг шлифовальных станков; на фиг. 4 - вид по стрелке А на фиг. 3.
Установка состоит из калибровочного станка 1, шлифовальных станков 2, 3, 4, полировальных станков 5, 6, расположенных по ходу технологического процесса, и замкнутой транспортной системы, состоящей из конвейера 7 загрузки и выгрузки плит, механизма переноса 8, обеспечиваюн1,его перемеш,ение кассет 9 с плитами от конвейера загрузки и выгрузки плит к приводному рольгангу шлифовальных станков, приводного рольганга 10 шлифовальных станков, механизма переноса 11, обеспечиваюш,его перемепхение кассет с плитами от приводного рольганга шлифовальных станков к приводпому рольгангу полировальных станков, и приводного рольганга 12 полировальных станков.
Конвейер 7 загрузки и выгрузки плит, транспортирующий кассеты от приводного рольганга 12 полировальных станков к механизму переноса 8, выполнен в виде транспортера, состоящего из пеприводных роликов 13 и цепного привода, состоящего из электродвигателя 14, редуктора 15, звездочек 16, 17, 18, 19 и тяговой цепи 20 с жесткими упорами 21 и поворотными упорами 22, имеющей наклонную ветвь 23, обеспечивающую свободный проход кассет мимо жесткого упора 21.
Механизмы переноса 8 и 11 кассет с конвейера загрузки и выгрузки плит па приводной рольганг шлифовальных станков и с приводного рольганга шлифовальных станков к приводному рольгангу полировальных станков выполнены в виде устройства для подъема кассет, составленного из гидроцилиндра 24 с рычагами и тягами 25, роликов 26 и тележечного конвейера, несущего кассеты, состоящего из двух рядов сдвоенных тележек 27, связанных между собой бесконечной цепью 28 с приводом, включающим гидроцилиндры 29 и 30, встроенные в дополнительную цепную передачу 31, и храповой механизм 32.
Приводной рольганг 10 шлифовальных станков состоит из рамы 33 с щитками 34, расположенной над столами станков, на которой подвещены редукторы 35 с приводными промежуточными роликами 36 и приводными роликами 37 подъема кассет, получающими вращение от электродвигателя 38 через ременную передачу 39, редуктор 40, цепную передачу, составленную из цепи 41, звездочек 42, 43, 44, и далее через шестерни редуктора 35. Приводные ролики 37 подъема кассет установлены на редукторах 35, имеющих возможность поворачиваться, и перемещаются вверх-вниз для подъема и опускания кассеты 9 от мехачизма подъема кассет, состоящего из гидроцилиндра 45 и системы рычагов и тяг 46. Рама 33 и щитки 34 с угольниками 47 столов станков образуют затвор, обеспечивающий защиту от воды.
Устройство останова кассет установлено на раме 33 и выполнено в виде поворотного упора 48, взаимодействующего с гидроцилиндром
49,и рычага 50 контроля присутствия кассет, В исходном положеиии столы станков находятся в крайнем правом положении.
Автоматический цикл начинается с подъема кассет 9 над столами станков. Гидроцилиндром 45 через систему рычагов и тяг 46 и поворотные редукторы 35 приводные ролики 37 подъема кассет поднимаются до уровня приводных нромежуточных роликов 36. Одновременно с подъемом кассет 9 над столами станков гидроцилиндром 24 через рычаги и тяги
25 на механизмах переноса кассет ролики 26 устанавливаются на уровне ненриводпых роликов 13 конвейера загрузки и выгрузки плит. При этом на нозициях А кассеты снимаются с тележек 27. При подъеме всех кассет включаются электродвигателя всех рольгангов, и кассеты 9 перемещаются в очередное положение. При этом позиции А на механизмах переноса освобождаются от кассет. Позиции В и С заполнены кассетами. Позиции Д заполняются кассетами 9.
В процессе перемещения кассет, когда они выходят за пределы упоров 48 устройства для останова кассет и наезжают на ролик рычага
50,гидроцилиндрами 49 упоры 48 поворачиваются в положение останова кассет. Кассета
упирается в упор 48, и электродвигатели рольгангов отключаются. Кассеты 9 останавливаются в заданном фиксированном положении, и ролики 37 подъема кассет под действием
гидроцилипдра 45 опускаются в нижнее положение и устанавливают кассету 9 на стол станка. Одновременно ролики 26 под действием гидроцилиндра 24 опускаются в положение и устанавливают кассеты, находяП1,иеся на позициях Д, на тележки 27 мехаиизма переноса. Упор 48 под действием гидроцилиндра 49 поворачивается в исходное положение свободного прохода кассеты и начинается работа станков в собственном автоматическом режиме: включается нрнвод шнинделя, шпиндель опускается в нижнее положение, включается стол на рабочую подачу.
С включением рабочей подачи стола гидроцилиндром 29 тележечный конвейер механизмов
переноса перемещает кассеты 9 на шаг. Позиции А, В, С заполнены кассетами. Позиция Д освобождается от кассет.
На станке 1 производится калибровка, на станке 2 - грубая шлифовка, на станке 3 -
топкая шлифовка, на станке 4 - лощение, на станке 5 и 6 осуществляют полирование поверхности плит.
После отработки каждым станком заданной программы столы станков останавливаются в
крайнем правом фиксированном положении, отключается привод щпинделя и последний поднимается в верхнее положение. Кассеты 9 с плитами тоже поднимаются в верхнее положение. Автоматический цикл работы линии
закончен.
Загрузка необработанных плит и выгрузка обработанных производится на конвейере загрузки и выгрузки плит во время работы станков.
Предмет изобретения
1. Установка для шлифовки и полировки плит из естественного камня, содержащая станки для шлифования и полирования, транспортирующий механизм для перемещения кассет с уложенными в них обрабатываемыми плитами от станка к станку, устройства для загрузки и выгрузки плит и привод, отличающаяся тем, что, с целью обеспечения непрерывного автоматизированного процесса шлифовки и полировки плит, установка снабжена приводным рольгангом шлифовальных станков, приводным рольгангом полировальных станков, конвейером загрузки и выгрузки плит и механизмами переноса кассет от конвейера загрузки и выгрузки плит на нриводной рольганг шлифовальных станков и с приводного рольганга шлифовальных станков на приводной рольганг полировальных станков, причем нриводные рольганги шлифовальных и полировальных станков расположены над столами станков, выполненными в виде рамы, образующей зашиту от воды и снабженной устройством остановки кассет, нриводными нромежуточными роликами и приводными роликами подъема, связанными со смонтированным в установке устройством подъема кассет.
2.Установка по п. 1, отличающаяся тем, что, с целью обеспечения съема и установки кассет на стол станка, устройство для подъема кассет выполнено в виде гидроци линдра, соединенного посредством тяг и рычагов с поворотными редукторами привода, на выходных валах которых установлены ролики.
3.Установка но н. 1, отличающаяся тем, что механизм переноса кассет от конвейера загрузки и выгрузки плит к приводным рольгангам шлифовальных станков и от приводных рольгангов шлифовальных станков к приводным рольгангам полировальных станков выполнен с тележечным конвейером, несущим кассеты, н со сдвоенными тележками, связанными между собой бесконечной цепью с приводом, включающим гидроцилнндры, встроенные в цепную передачу, н храповой механизм.
4.Установка по п. 1, отличающаяся тем, что конвейер загрузки и выгрузки плит выполнен в виде транспортера, состоящего из неприводных ролнков рольганга и цепного привода кассет с жесткими и новоротными упорами, имеющего наклонную ветвь для прохода кассет мимо жесткого упора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Камнеобрабатывающий конвейер | 1977 |
|
SU677884A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ТРУБ | 1968 |
|
SU218201A1 |
| Автоматическая линия для химико-термической обработки длинномерных деталей | 1989 |
|
SU1710588A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ПРИРОДНОГО КАМНЯ | 2001 |
|
RU2191112C1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Автоматическая линия для обработки плоских поверхностей изделий | 1986 |
|
SU1450976A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ПРУЖИН | 1992 |
|
RU2008170C1 |
| РОТОРНЫЙ МОРОЗИЛЬНЫЙ АППАРАТ | 1972 |
|
SU355460A1 |
- XxU
mJ
