42
00
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фацетирования прямоугольных листов стекла | 1986 |
|
SU1404484A2 |
| Устройство для фацетирования прямоугольных листов стекла | 1977 |
|
SU676572A1 |
| Станок для фацетирования листов стекла | 1989 |
|
SU1722788A1 |
| Устройство для фацетирования листов стекла | 1979 |
|
SU918039A1 |
| Устройство для фацетирования листовогоСТЕКлА | 1979 |
|
SU837780A1 |
| Устройство для обработки прямоугольных листов стекла | 1984 |
|
SU1194652A1 |
| Устройство для обработки торцов и фасок листового стекла | 1984 |
|
SU1255399A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КРОМОК ЛИСТОВЫХ СТЕ'КОЛ | 1970 |
|
SU266620A1 |
| Устройство для фацетирования листового стекла | 1972 |
|
SU442163A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКОЛ | 1990 |
|
RU2079455C1 |
Изобретение относится к строительству и стройматериалам, может применяться для производства зеркал. С целью расширения функциональных возможностей устройства оно дополнительно снабжено кассетами для крепления малогабаритных стекол. На нижней плите кассеты крепление осуществляют с помощью поворотных Плит, торцовых переставных упоров и радиальных переставных упоров, расположенных на поворотных плитах, и зажимных элементов. Освобождение листов стекла после обработки осуществляют нажатием руки на поворотные плиты .в зоне зажимного элемента. Собранные кассеты устанавливают на рольные опоры загрузки, с которых они поступают на непрерывно движущиеся столики и неподвижно плотно прижимаются к амортизационным накладкам с помощью вакуум-присосок. При перемещении столиков с кассетами по прямолинейной направляющей относительно шлифовальных и полировальных инструментов, установленных вдоль передней ветви средства транспортирования, производится обработка фацета на листе стекла. 4 ил. а & сл
N)
Изобретение относится к строительству и стройматериалам, в частности к устройствам для фацетирования листового стекла, применяемого для про- изводства зеркал на предприятиях стекольной, мебельной и других отраслей промышленности, и является усовершенствованием устройства по авт. св. № 676572.
Цель изобретения - расширение фунциональных возможностей устройства.
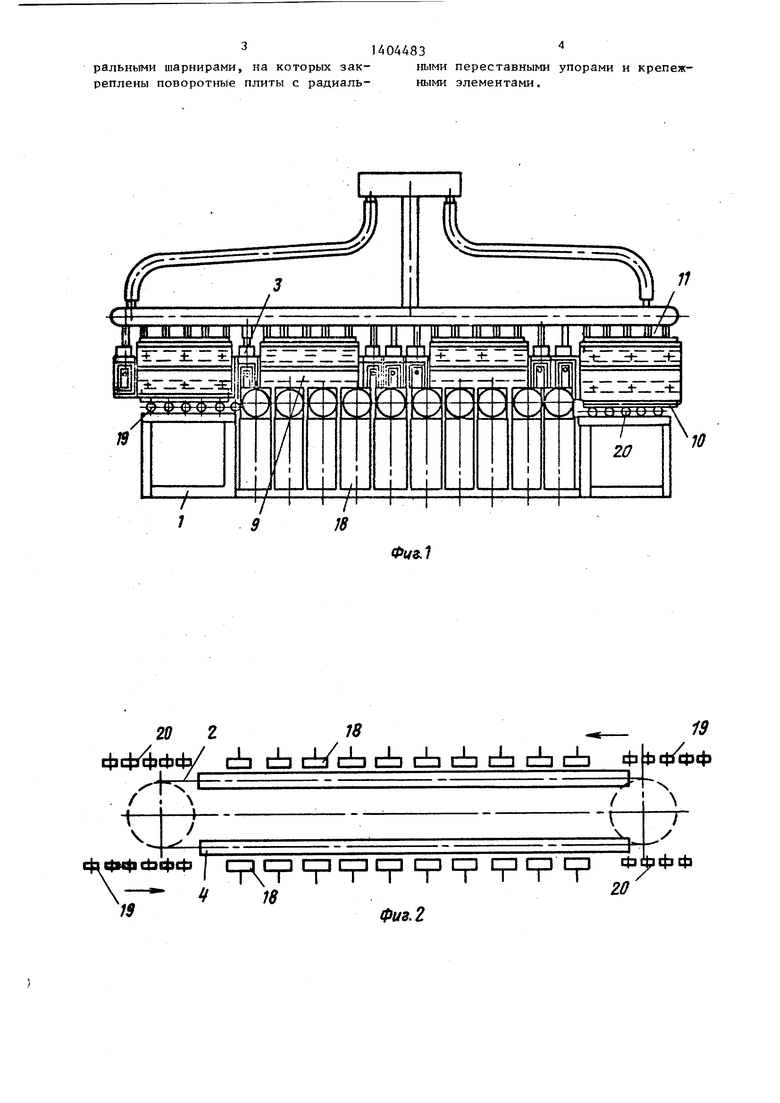
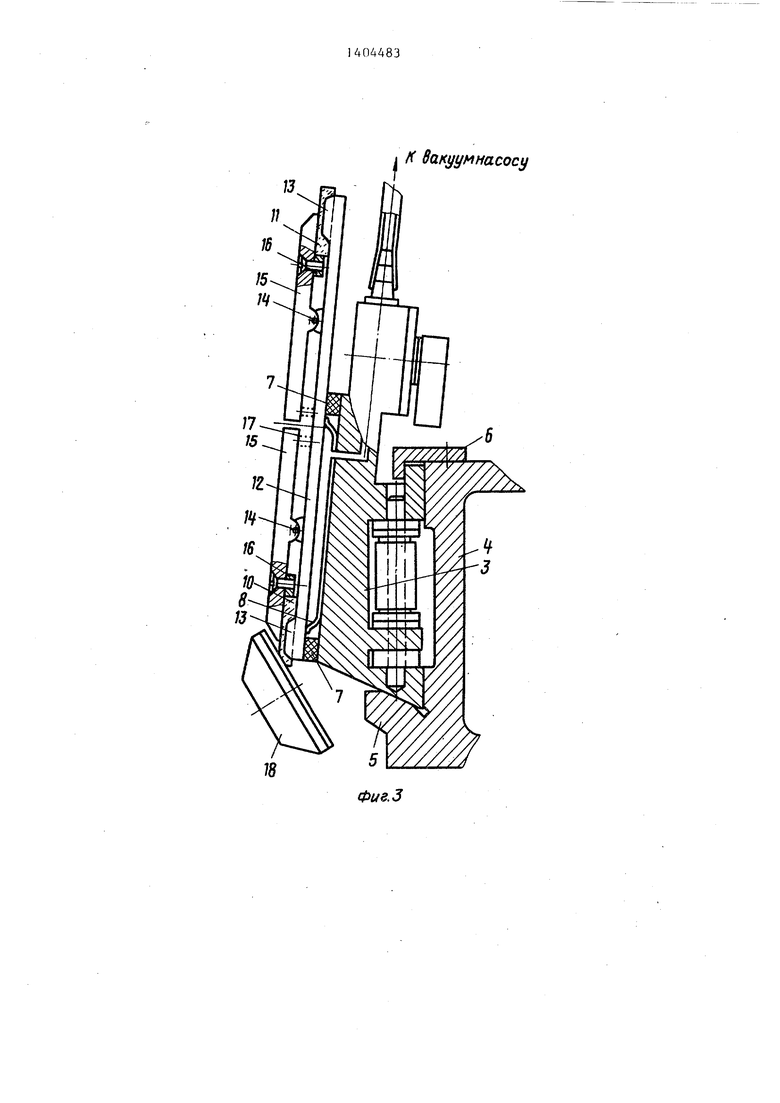
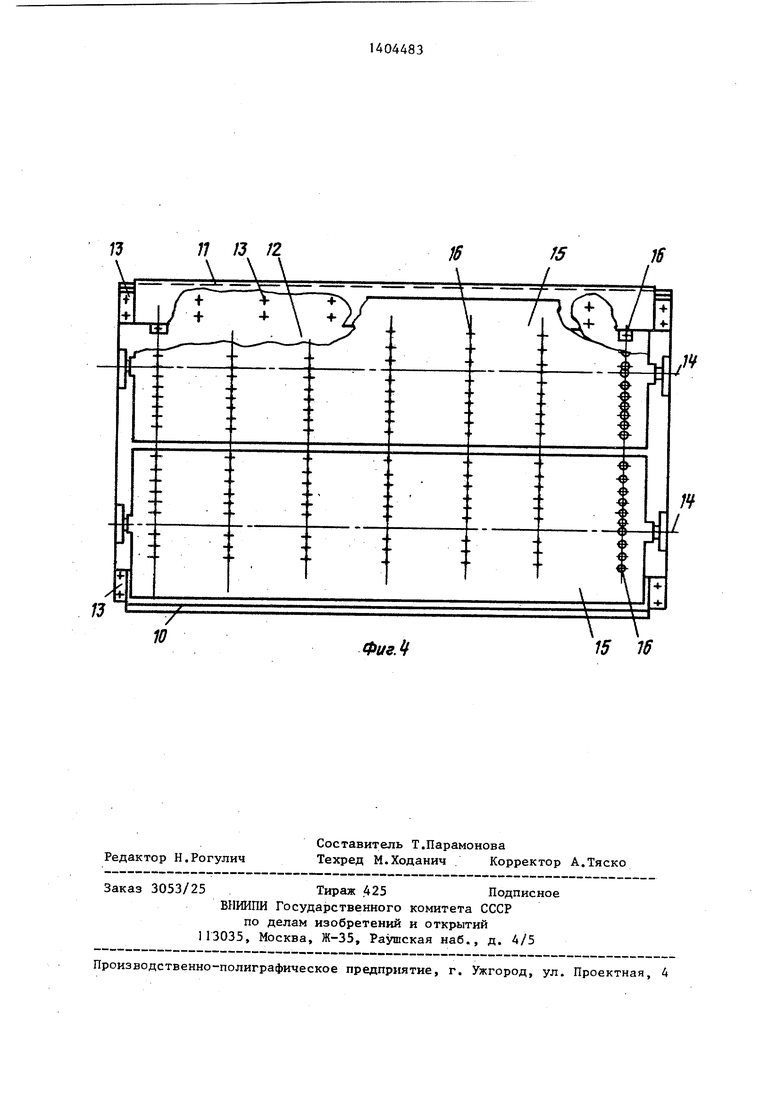
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - то же, поперечный разрез; на фиг.4 - схема расположения торцовых и радиальных переставных упоров.
Устройство содержит раму 1, замкнутое в горизонтальной плоскости средство 2 транспортирования, снабженное столиками 3, прямолинейные направляющие 4, выполненные с упорами 5 в их нижней части, установленные под острым углом к вертикали и до- полнительным упором 6, размещенным в их верхней части и взаимодействующими со столиками 3. В верхней и нижней части столиков 3 установлены амотизационные накладки 7, на которых благодаря вакуум-присоскам 8 неподвижно удерживается кассета 9 для креплейия обрабатьшаемых стекол 10 и I1. Кассета 9 состоит из плиты 12 с переставными торцовыми упорами 13 и центральными шарнирами 14, на которых крепятся поворотные плиты 15, снабженные переставными радиальными упорами 16 и крепежными элементами 17, выполненными, например, в виде пружин. Устройство также содержит шлифовальные и полировальные инструменты 18, рольные опоры загрузки 19 и разгрузки 20.
Устройство работает следующим об- разом.
Листы стекла 10 и 11 неподвхтано закрепляют в кассетах 9 с помощью поворотных плит 15, торцовых переставных упоров 13, радиальных переставных упоров 16 и зажимных элементов 17, Собранные кассеты 9 устанавливают на рольные опоры. загрузки 19, с которых они поступают на непрерывно движущиеся столики 3 и неподвижно плотно прижимаются к амортизационным накладкам 7 с помощью вакуум-присосок 8. При перемещении столиков 3 с
кассетами 9 по прямолинейной направляющей 4 относительно шлифовальных и полировальных инструментов 18, установленных вдоль передней ветви средства 2 транспортирования производится обработка фацета на листе стекла 10, как показано на фиг.З.
На участке рольной опоры разгрузки передней ветви средства 2 транспортирования полость вакуум-присосок
8соединяется с атмосферой. Кассеты
9снимают со столиков 3 и устанавливают на рольную опору 19 загрузки обратной ветви так, что при их движении относительно шлифовальных и полировальных инструментов 18, установленных вдоль обратной ветви средства 2 транспортирования, производится фацетирование листа стекла I1.
После фацетирования одной стороны листов стекла 10 и 11 кассеты 9 снимают на участке рольной опоры 20 разгрузки обратной ветви средства .2 транспортирования и извлекают листы стекол 10 и 11 из кассеты 9, для чего нажимают ручкой на поворотные плиты 15, сжимая крепе кные элементы (пружины) 17 и освобождая последовательно листы стекла 10 и 11. За проход кассет 9 вдоль каждой ветви средства 2 транспортирования фацетируется одна сторона листов стекол 11 и 10. Затем последние устанавливают в кассетах 9 необработанной стороной наружу и процесс обработки производится аналогично описанному.
Усилие пружин I7 подобрано с таким расчетом, чтобы поворотные плиты 15 плотно прижимали листы стекол 10 и 11 к плите 12, не оказьюая на них разрушающего действия Необходимым и достаточным усилием является 12 кг.
После обработки листов стекол 10 и 11 оператор устанавливает их в пирамиду для готовых стекол.
Формула изобретения
Устройство для фацетирования прямоугольных листов стекла по авт.св. № 676572, отличающееся тем, что, с целью расширения функциональных возможностей устройства, оно снабжено закрепленными вакуум-присос™ ками на столиках кассетами для крепления обрабатьшаемых стекол, каждая из которых выполнена из плиты с переставными торцовыми упорами, цент31404483
ральными шарнирами, на которых зак- ными переставными упорами и крепеж- реплеиы поворотные плиты с радиаль- ными элементами.
20
г18
ci CZ3 ci/dzj сЬ du du du сЬ
/--rj:
tЧ
-b
N
Г
/
/
1ффсьфф I сл cp срсрсрсрср срсрср
, - if IS
9Фиг, 2
13
Ф
|фс|эф
N
Г
/
/5
/
/7 /5
J /Г вакуум насосу
Фиг.З
;
1ЛА
/
ii3 {
mX
1
/5
/
10
15
16
t
ФигЛ
| Устройство для фацетирования прямоугольных листов стекла | 1977 |
|
SU676572A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
