в известных,установках для шлифовки и полировки листового стекла, имеющих рядом расположенные конвейеры, шпиндели, несущие шлифовальные и полировальные инструменты и автоматический перегружатель листов, не механизированы операции загрузки и разгрузки. В них не обеспечивается равномерное давление шлифовальных и полировальных инструментов, в результате чего необходимо вручную подналаживать их. Кроме этого, стекло также вручную возвращают для повторного пропуска через станок.
Предлагается обеспечить автоматическое регулирование пажатия инструмента на стекло. Для этого каждый шпиндель установки выполнен нодпружиненным и поджимается храповым колесом, взаимодействующим с электромагнитом. Конечный выключатель электромагнита установлен около упора, смонтированного на щпинделе.
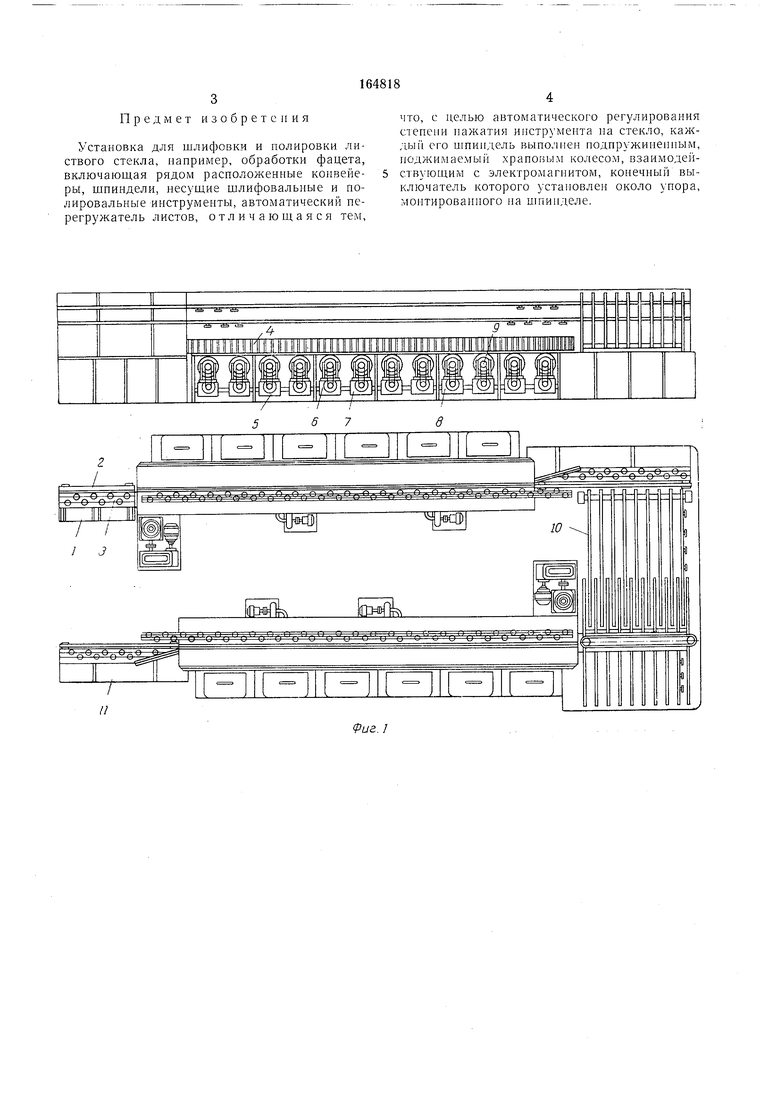
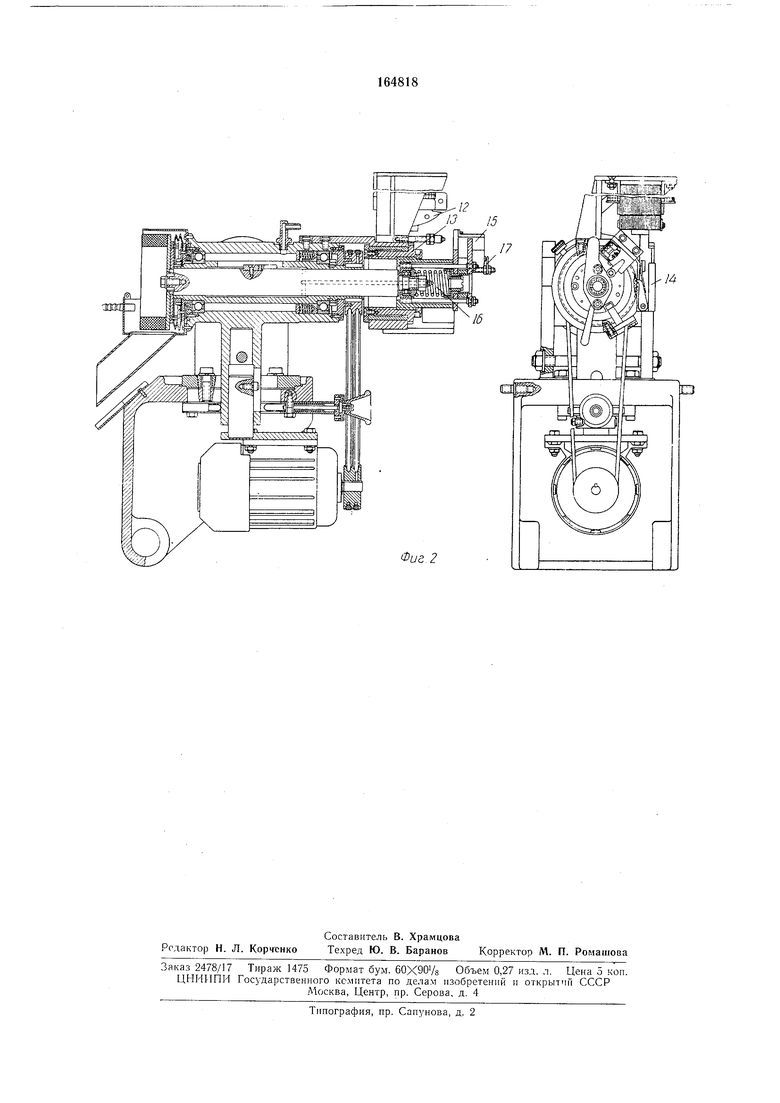
На фиг. 1 схематично изобрал ена 5стаповка для шлифовки и полировки стекла; на фиг. 2- подпаладчик.
Установка состоит из следующих механизмов: механизма / загрузки, имеющего ленточный транспортер 2 и решетку с поддерживающими роликами 5; станка для обработки фацета, состоящего из рядом расположенных конвейеров 4, щпинделей 5 грубой обдирки, шпинделя 6 обработки торца, щпинделей 7
шлифовальиого инструмента, шпинделей 8 полировального инструмента с установленными на них автоматическими подналадчиками 9; механизма W перегрузки и механизма /У разгрузки.
Автоматический подналадчик состоит из электромагнита 12, храпового колеса 13 с гайкой тяги с собачкой 14, конечного выключателя 15, пружины 16 и упора 17.
Подналадчик работает следующим образом. По мере износа круга Шпиндель, поджимаемый пружиной 16, продвигается вперед, и давление пружины на него, а следовательно, и круга на стекло ослабевает. При износе круга более чем на допустимую величину необходимо поджать пружину, с целью сохранения ностоянного давления. Это осуществляется после комапды, поступившей от шпипделя через связанный с ним упор 17 на конечный выключатель 15 и далее на электромагнит 12, который и производит поворот храпового колеса 13 с гайкой, поджимая пружину износа круга.
Описанный цикл повторяется до полного износа круга, после чего поступает команда на замену сработанного круга. Оснащение шпинделей автоматическими подналадчиками дает возможность освободить рабочих от непрерывной регулировки пружин на четырнадцати шпинделях и повысить качество фацета.
Предмет изобретения
Установка для шлифовки и полировки листвого етекла, например, обработки фацета, включающая рядом раеположенные конвейеры, шпиндели, несущие щлифовальные и полировальные инструменты, автоматический перегружатель листов, отличающаяся тем.
что, с целью автоматического регулирования степени нажатия инструмента на стекло, каж;ibn i его шпиндель выпо/шен подпружиненным, поджимаемый xpanoiiUM колесом, взаимодействующим с электромагнитом, конечный выключатель которого установлен около унора, монтированного на шпинделе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для шлифовки и полировки плит из естественного камня | 1973 |
|
SU441133A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| МАШИНА ДЛЯ ОБРАБОТКИ КРОМОК ЛИСТОВЫХ СТЕ'КОЛ | 1970 |
|
SU266620A1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК для ОБРАБОТКИ КАМНЯ | 1972 |
|
SU334040A1 |
| Делительная головка для обработки прерывистых цилиндрических поверхностей на шлицешлифовальном или подобном станке | 1961 |
|
SU145154A1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| Станок для изготовления облицовочных плит из природного камня | 1989 |
|
SU1638012A1 |
| Станок для механической обработки | 1981 |
|
SU1024176A1 |