Известны прокатные клети, рабочие валки которых совершают возвратно-поступательное движение от кривошипно-шатунного механизма, а для разведения рабочих валков на холостом ходу выполнен специальный механизм, содержащий кривошипы, шатуны, промежуточные звенья с шарнирными связями.
Описываемая прокатная клеть отличается от известных тем, что кривошипно-шатунный механизм разведения валков выполнен в виде треугольника, одна вершина которого совмещена с шарниром кривошипа, а в двух других вершинах расположены оси рабочего и опорного валков.
Это позволяет значительно упростить механизм разведения валков и приблизить траекторию рабочего валка к оптимальной.
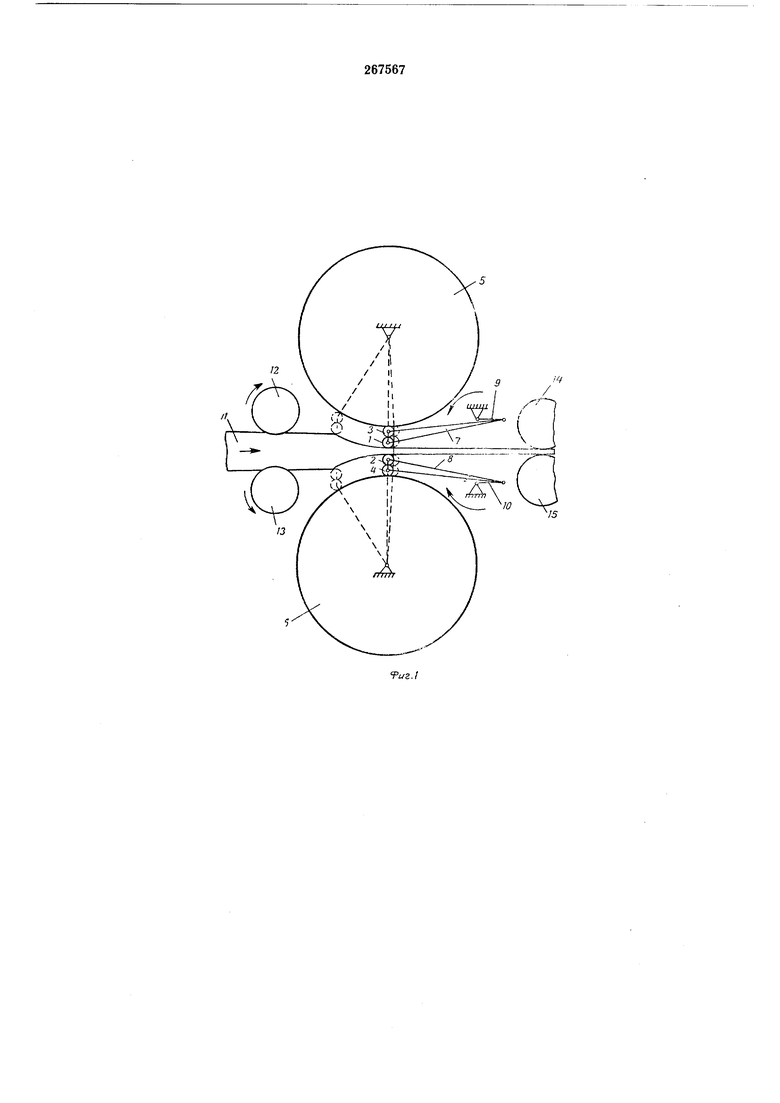
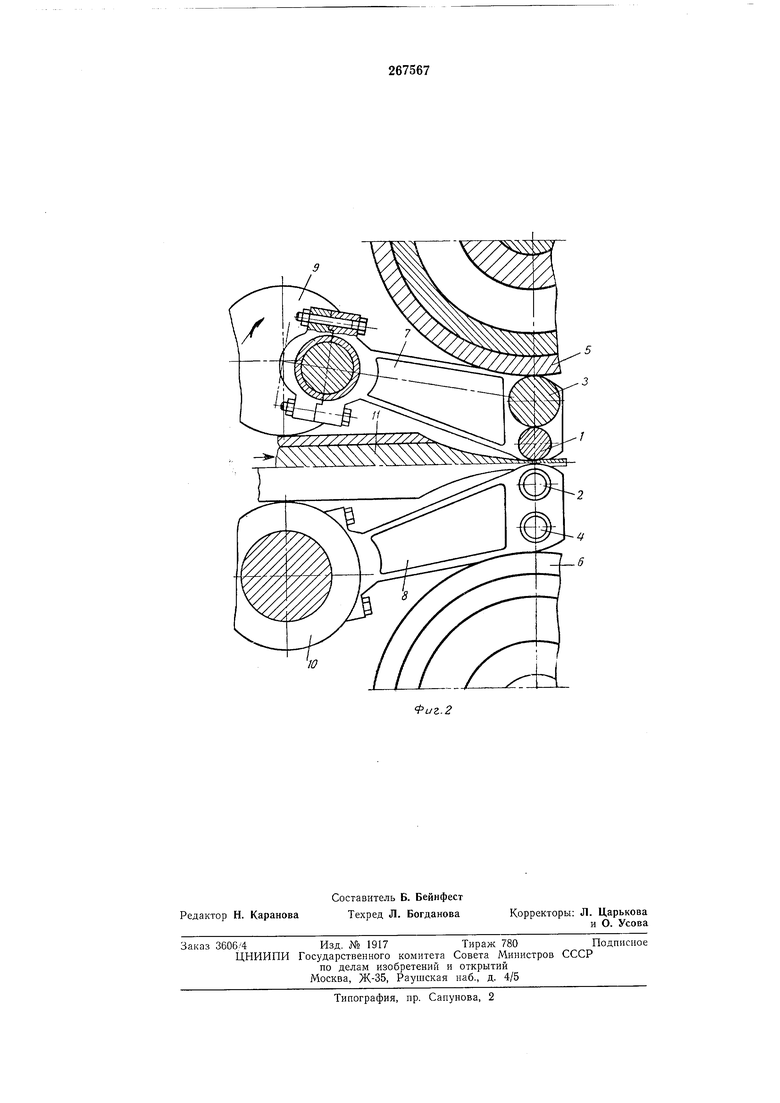
На фиг. 1 представлен общий вид механизма разведения рабочих валков на холостом валу; на фиг. 2 - кинематическая схема механизма разведения рабочих валков на холостом валу.
Прокатная клеть содержит рабочие 1 и 2 и опорные 3 и 4 валки, опирающиеся на основные опорные валки 5, 6. Рабочие и опорные валки установлены на свободных концах шатунов 7 и 8, которые соединены с кривошипным приводным механизмом 9 и 10, обеспечивающим синхронное циклическое возвратно-поступательное движение рабочих валков.
Заготовка // захватывается задающими валками 12 и 13, которые подают ее в зону деформации. Здесь рабочие валки, совершая возвратно-поступательное движение от приводного механизма, периодически ее обжимают, при этом опорные валки 5, 4 на протяжении всего цикла обжатия опираются на основные опорные валки 5, 6. Обжатие заготовки осуществляется только на рабочем ходу.
Обжатый металл подается в прогладочные валки 14 и 15, где производится незначительное обжатие его для устранения неровностей после периодической прокатки.
Предмет изобретения
Прокатная клеть с возвратно-поступательным движением рабочих валков, содержащая рабочие валки, опорные валки с подвижными осями и кривошипно-шатунный механизм разведения рабочих валков на холостом ходу, отличающаяся тем, что, с целью упрощения механизма разведения и получения оптимальной траектории рабочих валков, кривошипношатунный механизм разведения валков выполнен в виде треугольника, одна вершина которого совмещена с шарниром кривошипа, а в двух других вершинах расположены оси рабочего и опорного валков.
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Маятниковая прокатная клеть | 1979 |
|
SU880523A1 |
| Прокатно-ковочный стан | 1982 |
|
SU1026857A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198044C1 |
| МАЯТНИКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1968 |
|
SU220931A1 |
| Листопрокатный стан шаговой прокатки | 1976 |
|
SU600768A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| Стан шаговой прокатки | 1987 |
|
SU1507470A1 |
| СПОСОБ ПРОКАТКИ ЛИСТОВ | 2015 |
|
RU2627077C2 |
| ПРОКАТНО-КОВОЧНЫЙ СТАН | 1994 |
|
RU2063275C1 |
| Рабочая линия стана холодной прокатки труб | 1972 |
|
SU504331A1 |