Изобретение относится к области дуговой сварки труб.
Известны автоматы для дуговой сварки неповоротных стыков труб, содержащие тележку с приводом, на которой размещена сварочная аппаратура и удерживающее устройство, выполненное в виде магнита.
Для установки этих автоматов на свариваемом изделии и удержания их в различных пространственных положениях при перемещении по изделию применяются втулочно-роликовые цепи, разъемные или неразъемные скобы и т. п.
Недостатком таких автоматов является их громоздкость, значительный вес, больщие затраты времени на установку, крепление и снятие автомата со свариваемого изделия.
Недостатком магнитных шагающих аппаратов, предназначенных для вертикальной сварки, в которых удерживающее устройство выполнено в виде магнита, является прерывистый характер их движения при сварке, тогда как при автоматической сварке неповоротных стыков труб перемещение дуги по шву доллчно быть непрерывным.
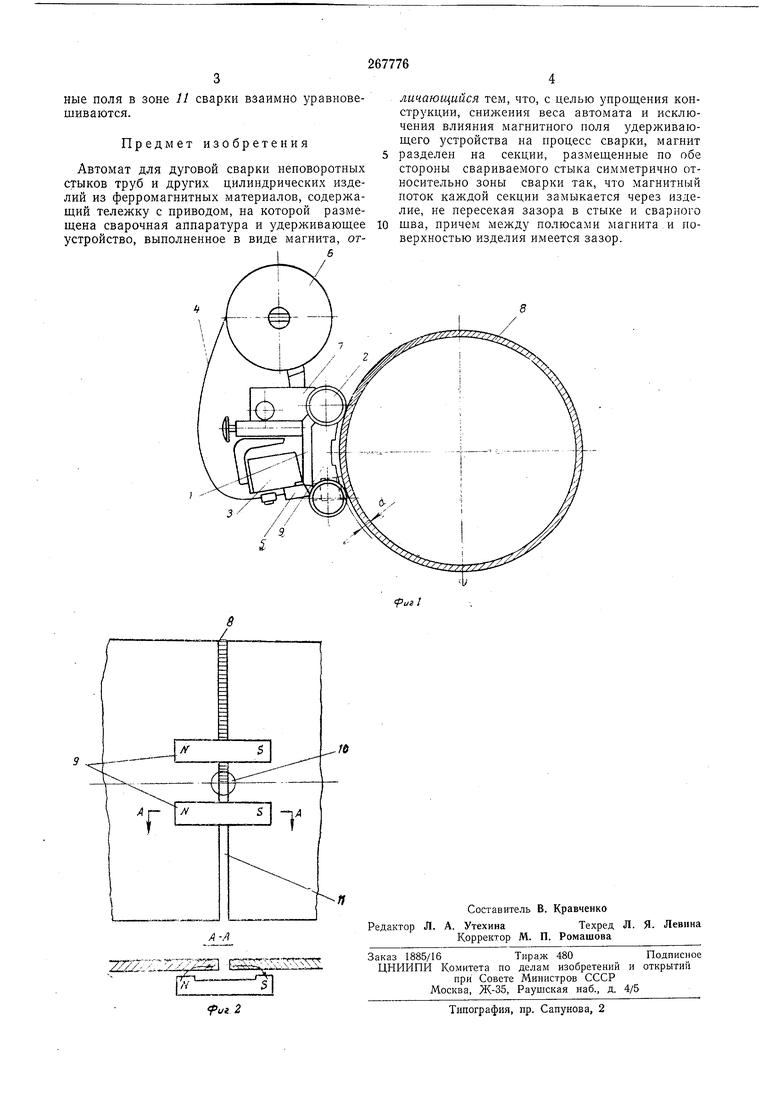
В предлагаемом автомате для дуговой сварки неповоротных стыков труб магнит (удерживающее устройство) разделен на секции, размещенные по обе стороны свариваемого стыка симметрично относительно зоны сварки таким образом, что магнитный поток каждой секции замыкается через изделие, не пересекая зазора в стыке и сварного шва. Причем полюсами магнита и поверхностью изделия имеется зазор. Это позволяет упростить конструкцию, снизить вес автомата и исключить влияние магнитного поля удерживающего устройства на процесс сварки.
На фиг. 1 схематично изображен предлагаемый автомат, общий вид: на фиг. 2 показано расположение секций магнита относительно свариваемого стыка и разрез по А-А.
Автомат содержит тележку / с колесами 2, на которой размещены механизм 3 подачи
электродной проволоки 4, токоподводящий мундщтук 5, кассета 6 и механизм 7 привода колес 2, обеспечивающий перемещение автомата по трубе 8. На тележке / установлен магнит 9 либо электрический, либо постоянный. Между полюсами магнита и поверхностью трубы 8 имеется зазор. Автомат устанавливается колесами 2 на свариваемую трубу 8 и включают магнит 9, удерживающий автомат на трубе. Ось электрода совмещается с
осью свариваемого стыка 10, после чего включается механизм 7 привода колес 2. Автомат перемещается по трубе 8 и стык сваривается. Для исключения влияния магнитного поля на процесс сварки магнит разделен на секции,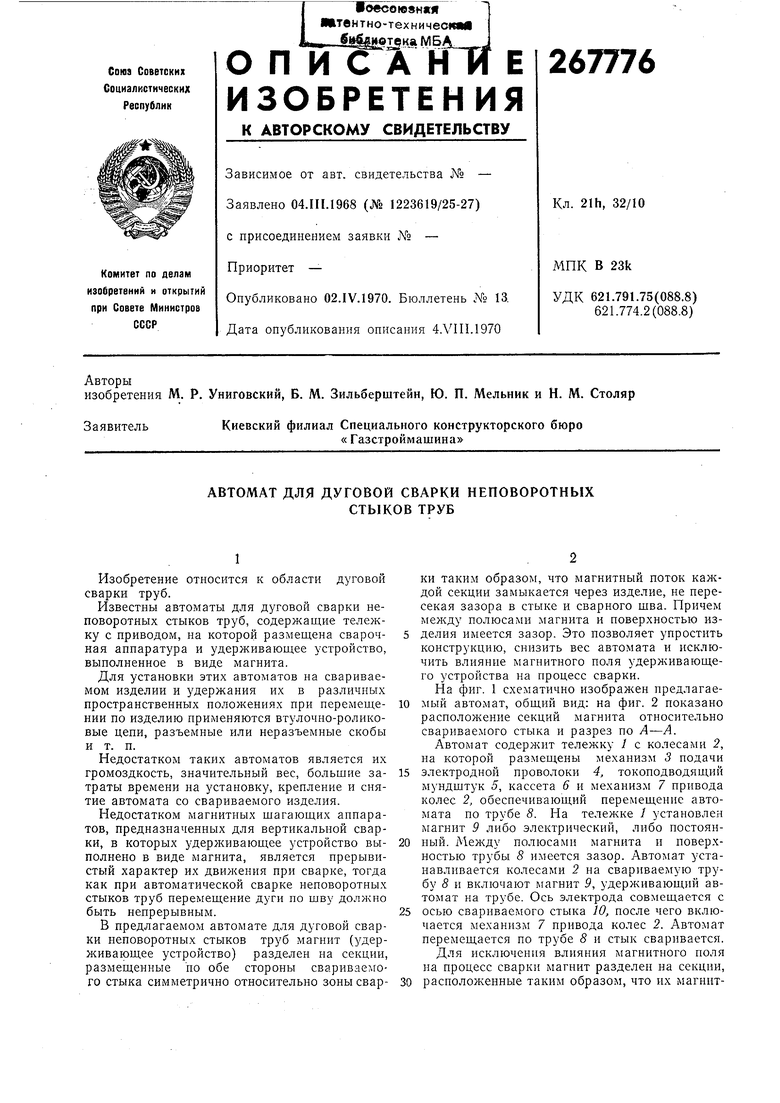
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ | 1973 |
|
SU366953A1 |
| Ходовой магнитный ролик | 1976 |
|
SU647089A1 |
| Устройство для автоматической сварки кольцевых стыков цилиндрических изделий | 1980 |
|
SU925612A1 |
| Автомат для резки и сварки неповоротных стыков труб | 1987 |
|
SU1423328A1 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1979 |
|
SU837680A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ АВТОМАТИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2009 |
|
RU2387523C1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
