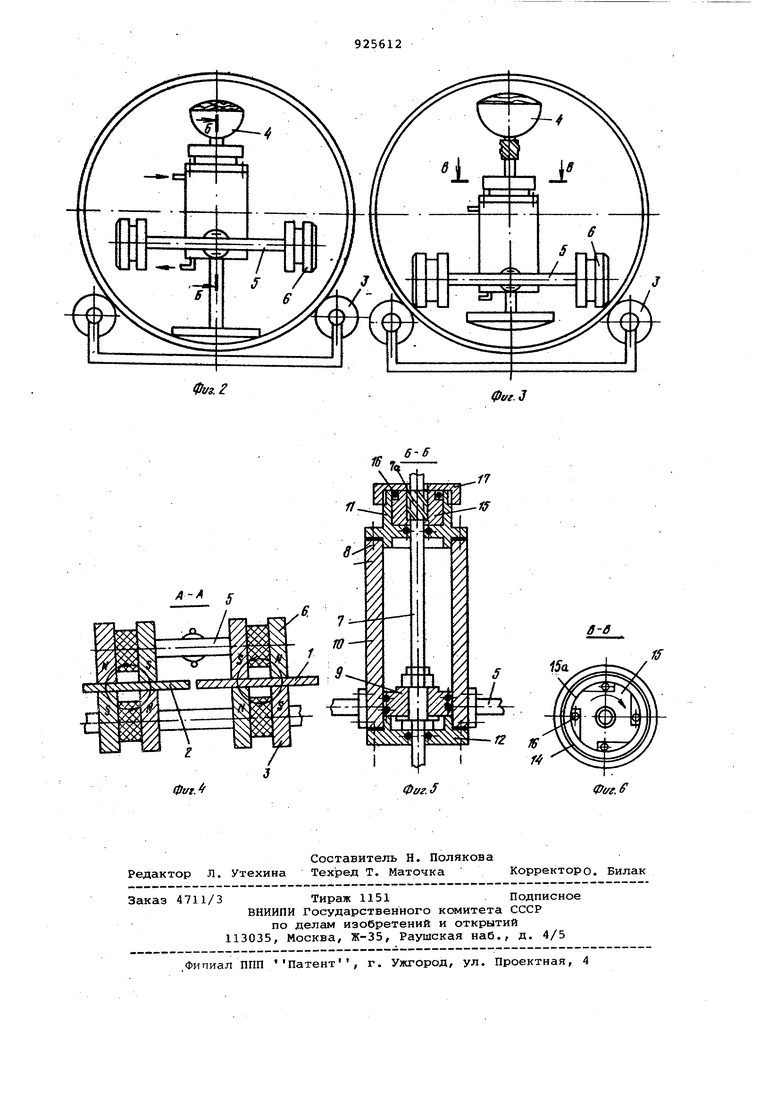
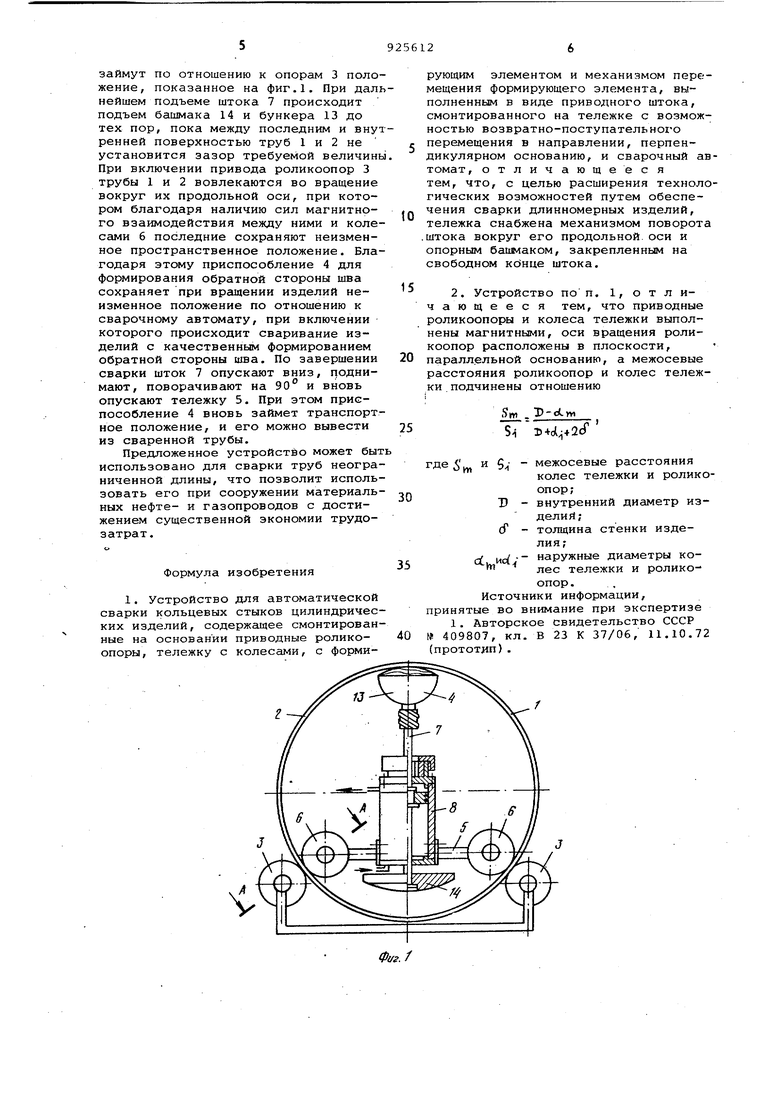
Изобретение относится к-уставовкам для сварки с наружной стороны кольцевых стыков пустотелых цилиндрических изделий, например труб, обе чаек, с применением приспособлений для формирования обратной стороны шва. Изобретение может быть испойьзовано при строительстве трубопроводов большого диаметра. Известно устройство для автоматической сварки кольцевых стыков цилиндрических изделий i, содержащее смонтированные на основании приводные роликоопоры, тележку с формирующим элементом и механизмом перемещения формирующего элемента, выполненный в виде приводного штока, смонтированного на тележке с возможностью возвратно-поступательного перемещени в направлении, перпендикулярном основанию, и сварочный автомат.1. Недостатком известного устройства является невозможность его применения при сварке длинномерных цилиндрических изделий. А Целью изобретения является расншрение технологических возможностей устройства путем обеспечения сварки длинномерных изделий. Поставленная цель достигается тем, что в устройстве для автоматической сварки кольцевых стыков цилиндрических изделий, содержащем смонтированные на основании роликоопоры, тележку с колесами, с формирующим элементом и механизмом перемещения формирующего элемента, выполненным в виде приводного штока, смонтированного на тележке с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном основанию, и сварочный автомат, .тележка снабжена механизмом поворота штока вокруг его продольной оси и опорньол башмаком, :закрепленным на свободном конце штока. При этом приводные роликоопоры и колеса тележки выполнены магнитными, оси вращения роликоопор расположены в плоскости, параллельной основанию, а межосевые расстояния роликоопор и колес тележки подчинены отношению 5п, . Ь-сгS .i+2(f где Ли и S. - межосевые расстояния колес тележки и роликоопор. -внутренний диаметр из делия; -наружные диаметры колес тележки и ролико, опор; О - толщина стенки изделия . На фиг.1 показано предлагаемое устройство в рабочем положении; на I фиг.2 - то же, при переводе формирующего элемента из рабочего положе НИИ в транспортное; на фиг.З - то же, с формирующим элементом в транс портном положении; на фиг.4 - разре А-А на фиг.1; на фиг. 5 - разрез Б-Б на фиг.2; на фиг.6 - разрез В-В на фиг. 3. . предложенное устройство содержит приспособление для вращения сваривае мых труб 1 и 2, которое.выполнено в виде приводных магнитных роликоопор 3, опиракицихся на общее основание (привод роликоопор на чертеже не показан) и приспособление для фор мирования обратной стороны шва в виде формирующего элемента 4, смонтиро ванного на тележке 5, опирающейся на магнитные колеса 6. Роликоопоры 3 и колеса б, которые могут быть выполнены на постоянных электромагнитах, намагничены в направлении осей их вращения и смонтированы таким образом, что в устройстве приведенно в рабочее положение, между роликами 3 и 6 установлены магнитные связи вдоль магнитных силовых линий, направление которых показано на фиг.4 Расстояние, между осями вращения роли коопор 3 и осями вреицения колес 6 подчинены отношению (1), вследствие чего в установке, приведенной в рабочее положение , между опорами 3 и колесами б (см. фиг.1) всех магнито связанных пар удерживаются минималь ные расстояния, равные толщине стенок изделий, а оси роликоопор 3 и колес б каждой из магнитосвязанных пар находятся в одной плоскости с осью вращения труб 1 и 2. Оси вра-щения опор 3 расположены в одной го ризонтальной плоскости, вследствие чего в установке, приведенной в рабочее положение, оси колес б находя ся в другой горизонтальной плоскост Формирующий элемент 4 снабжен штоко 7, перпендикулярным плоскости осей колес б,. и приводом возвратно-посту пательного перемещения штока, составленным из пневмоцилиндра 8 двустороннего действия с закрепленным на штоке 7 поршнем 9. Пневмоцилиндр 8 составлен из гильзы 10, прикрепленной к тележке 5, и двух крышек: верхней 11 и нижней 12. На верхнем конце штока 7 закреплен бункер 13 для подкладочного флюса, а на нижнем - опорный башмак 14. Поршень 9 имеет возможность проворачиваться в цилиндре 8, благодаря чему шток 7 с бункером 13 и башмаком 14 может поворачиваться относительно тележки 5. На верхнем конце штока 7 имеется участок 7о( с многозаходной винтовой наружной нарезкой, а в крышке 11с возможностью относительного вращения установлена гайка 15 с внутренней нарезкой для сопряжения с винтовой нарезкой штока. Длины резьбовых участков штока 7 и гайки 15 выбраны так, что обеспечено их взаимодействие при перемещении штока на расстояние, соответствующее повороту бразующей винтовой нарезки на угол 90 . В гайке 15 вьшолнены 4 клиновые прорези 15о1, в которые заложены шарики 16. Сверху гайка 15 закрыта крышкой 17. Элементы 15, 16, 17 и 11 образуют в сборе муфту свободного хода (обгонную муфту) , передающую вращение от элемента 15 к элементу 11 при перемещении штока 7 в одном направлении и обеспечивающую свободное проскальзывание этих элементов при перемещении последнего в обратном направлении. Устройство работает следующим образом. При сварке двух труб или других длинномерных цилиндрических изделий последние перед началом работы укладывают на роликоопоры с требуемым технологическим зазором. В одну из труб помещают приспособление 4 для формирования обратной стороны шва в положении, показанном на фиг.З, и перемещают его вдоль трубы до тех пор, пока оно не займет положение, при котором бункер 13 окажется под сварочным автоматом. Подачей сжатого воздуха в верхнюю полость цилиндра В перемещают шток 7 вниз до упора башмака 14 ч свариваемые изделия. Затем тележка 5 поднимается вверх, а резьбовой участок .7ci вступает во взаимодействие с гайкой 15, поворачивая ее по часовой стрелке относительно плоскости фиг.б. Шарики 16, заклиниваясь в прорезях 15d, через крышку 11 передают вращение на тележку 5, поворачивая ее на угол 90. После этого сжатый воздух подают в нижнюю полость цилиндра 8, а верхнюю сообщают с атмосферой. Тележка 5 опускается вниз до тех пор, пока колеса б не войдут в соприкосновение с трубами 1 и 2. При подъеме штока 7 относительно тележки 5 гайка 15 поворачивается в направлении против часовой стрелки, однако, шарики 16 не заклиниваются, так как в прорезях 15ci этот поворот гайки 15 из-за проскальзывания между элементами 15 и 11 на тележку 5 не передается. Таким образов, колеса 6 займут по отношению к опорам 3 поло жение, показанное на фиг.1. При дал нейшем подъеме штока 7 происходит подъем башмака 14 и бункера 13 до тех пор, пока между последним и вну ренней поверхностью труб 1 и 2 не установится зазор требуемой величин При включении привода роликоопор 3 трубы 1 и 2 вовлекаются во вращение вокруг их продольной оси, при котором благодаря наличию сил магнитного взаимодействия между ними и коле сами б последние сохраняют неизменное пространственное положение. Бла годаря этому приспособление 4 для формирования обратной стороны шва сохраняет при вращении изделий неизменное положение по отношению к сварочному автомату, при включении которого происходит сваривание изделий с качественным формированием обратной стороны шва. По завершении сварки шток 7 опускают вниз, поднимают, поворачивают на 90° и вновь опускают тележку 5. При этом приспособление 4 вновь займет транспорт ное положение, и его можно вывести из сваренной трубы. Предложенное устройстйо может быт использовано для сварки труб неогра ниченной длины, что позволит исполь зовать его при сооружении материаль ных нефте- и газопроводов с достижением существенной экономии трудозатрат. Формула изобретения 1. Устройство для автоматической сварки кольцевых стыков цилиндрических изделий, содержащее смонтированные на основании приводные роликоопоры, тележку с колесами, с формирующим элементом и механизмом перемещения формирующего элемента, выполненным в виде приводного штока, смонтированного на тележке с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном основанию, и сварочный автомат , отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения сварки длинномерных изделий, тележка снабжена механизмом поворота штока вокруг его продольной, оси и опорным башмаком, закрепленным на свободном кЬнце штока. 2. Устройство по п. 1, о т л ичающеес я тем, что приводные роликоопоры и колеса тележки выполнены магнитными, оси вращения роликоопор расположены в плоскости, параллельной основанию, а межосевые расстояния роликоопор и колес тележки .подчинены отношению .IP-oLw Si D4 A-+2cf и 5,- межосевые расстояния колес тележки и роликоопор;внутренний диаметр изделий г толщина стенки изделия;ci ис наружные диаметры ко лес тележки и роликоопор . Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 409807, кл. В 23 К 37/06, 11.10.72 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для односторонней автоматической сварки деталей | 1980 |
|
SU872157A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Сборочно-сварочный агрегат | 1990 |
|
SU1812035A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Устройство для автоматической сварки угловых замкнутых швов | 1983 |
|
SU1139600A1 |
| Универсальный штоковый вращатель трубного узла | 2021 |
|
RU2779655C1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ, ГОЛОВКА СВАРОЧНАЯ И МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ ДЛЯ НЕЕ | 2007 |
|
RU2323073C1 |