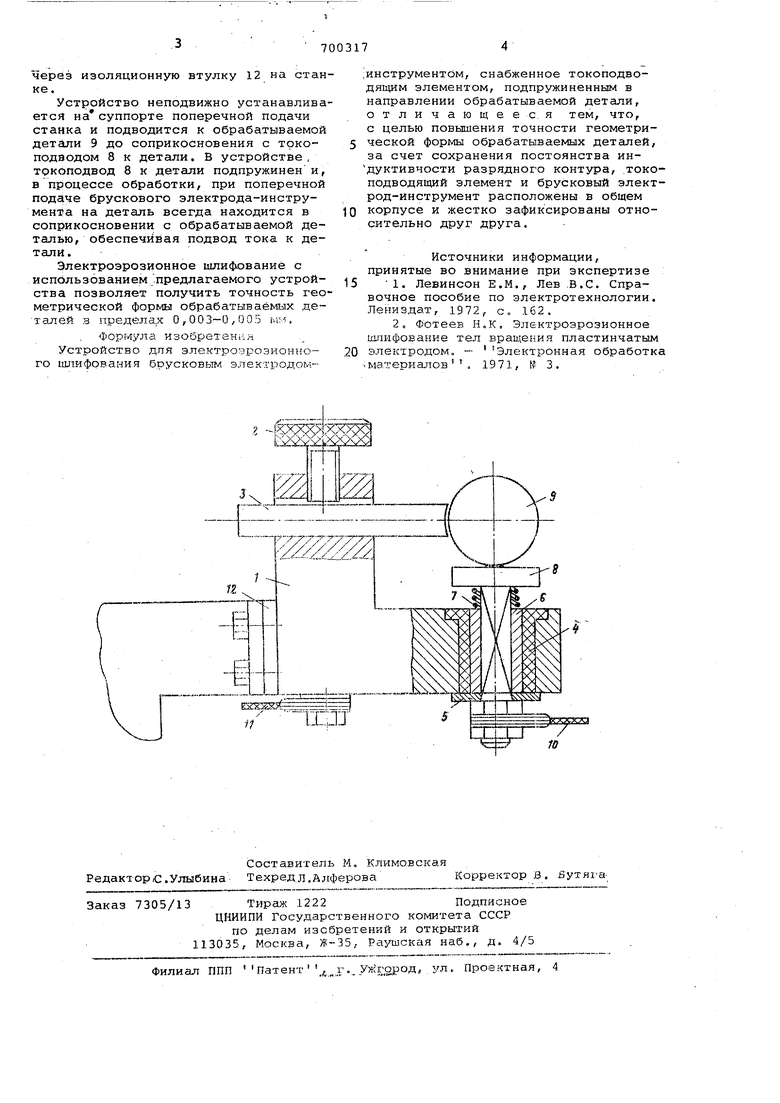
Изобретение относится к устройст вам для электроэрозионной обработки (шлифования) металлов в диэлектриче кой среде с использованием высокочастотных источников питання. Известны устройства для электроэрозионного шлифования брусковым электродом-инструментом деталей тип тел вращения и 2 . В процессе обработки деталь совершает возвратно-поступательное движение относительно электрода-инс румента, в результате чего расстояние между зоной обработки и местом подвода тока изменяется. Вследствие этого изменяется и ин дуктивность разрядного контура, что приводит к изменению энергии, выделяющейся в промежутке при работе с высокочастотными источниками питания. Эти обстояте.пьства, в свою очередь, приводят к изменению съема на один импульс на поверхности детали зависимости от движения детали, вследствие чего искажается ее геометрическая ферма. Целью изобретения является повышение точности геометрической формы обрабатываемой детали при электроэрозионном шлифовании с использованием высокочастотных источников питания за счет постоянства индуктивности разрядного контура. В предлагаемом устройстве электрод-инструмент и токоподвод к обрабатываемой детали жестко связаны между собой и расположены в одном корпусе на определенном расстоянии друг от друга, в процессе шлифования это расстояние сохраняется неизменным, т.е. при обработке обеспечивается неизменность взаимного расположения токоподводов. Начертеже изображено предлагаемое устройство. Устройство содержит корпус 1, на одном конце которого с помощью зажимного винта 2 крепится брусковый электрод-инструмент 3. На .пругом конце корпуса 1 через изоляционную втулку 4, шайбу 5 и переходную втулку 6 устанавливается, с возвратной пружиной 7, подвижной токоподвод 8 к обрабатываемой детали 9. Ток от источника питания подводится к детали 9 при помощи привода 10, к брусковому электроду-инструменту - приводом 11. Корпус устройства крепится через изоляционную втулку 12 на стан ке. Устройство неподвижно устанавлива ется на суппорте поперечной подачи станка и подводится к обрабатываемой детали 9 до соприкосновения с токоподводом 8 к детали. В устройстве , тркоподвод 8 к детали подпружинен и, в процессе обработки, при поперечной подаче брускового электрода-инструмента на деталь всегда находится в соприкосновении с обрабатываемой деталью, обеспечивая подвод тока к детали. Электроэрозионное шлифование с использованием предлагаемого устройства позволяет получить точность гео метрической формы обрабатываемых деталей 3 пределах 0,003-0,005 мм. Формула из обретет-; я Устройство дня электрогэроэионного шлифования брусковым электродоминструментЬм, снабженное токоподводящим элементом, подпружиненным в направлении обрабатываемой детали, отличающее с. я тем, что, с целью повышения точности геометрической формы обрабатываемых деталей, за счет сохранения постоянства индуктивчости разрядного контура, токоподводящий элемент и брусковый электрод-инструмент расположены в общем корпусе и жестко зафиксированы относительно друг друга. Источники информации, принятые во внимание при экспертизе 1. Левинсон Е.М., Лев .B.C. Справочное пособие по электротехнологии. Лениздат, 1972, Со 162, 2, Фотеев Н,к, Электроэрозионное шлифование тел вращения пластинчатым электродом, - Электронная обработка 1971, № 3. материалов
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной обработки прецизионных отверстий | 1976 |
|
SU865588A1 |
| Устройство для электроконтактно-абразивной резки | 1984 |
|
SU1166935A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Способ электрообработки и устройство для его осуществления | 1990 |
|
SU1780950A1 |
| Способ электроэрозионной обработки детали из токопроводящей керамики на автоматизированных вырезных станках с ЧПУ | 2016 |
|
RU2629578C2 |
| Устройство для электроконтактной обработки | 1980 |
|
SU984785A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| Токоподводящее устройство | 1989 |
|
SU1815042A1 |
| Катодное устройство Суслина | 1981 |
|
SU998076A1 |
| Генератор импульсов для электроэрозионнойОбРАбОТКи | 1979 |
|
SU831474A1 |
Д Д1Г
