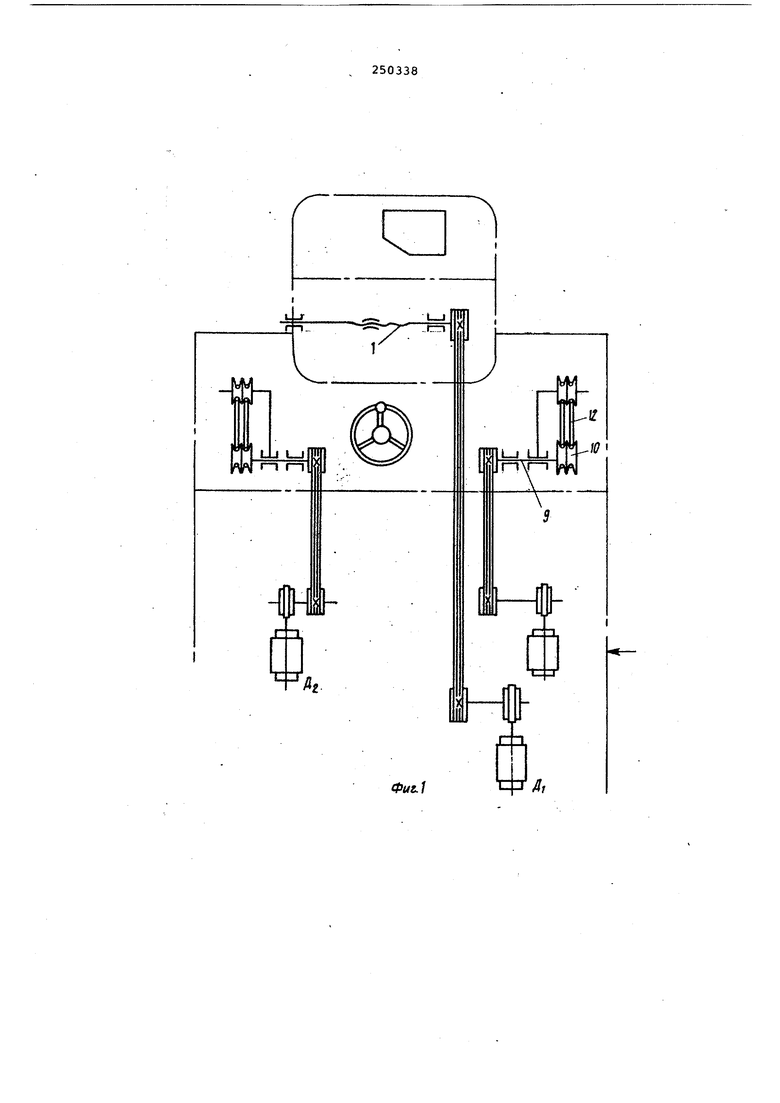
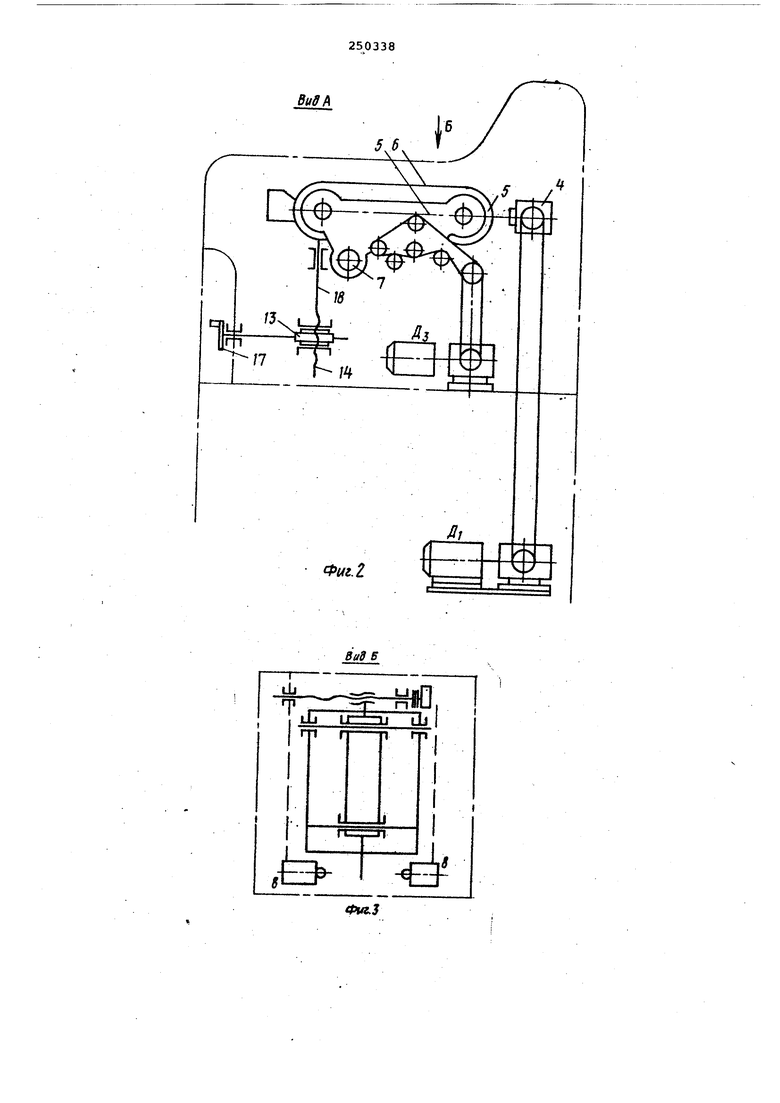
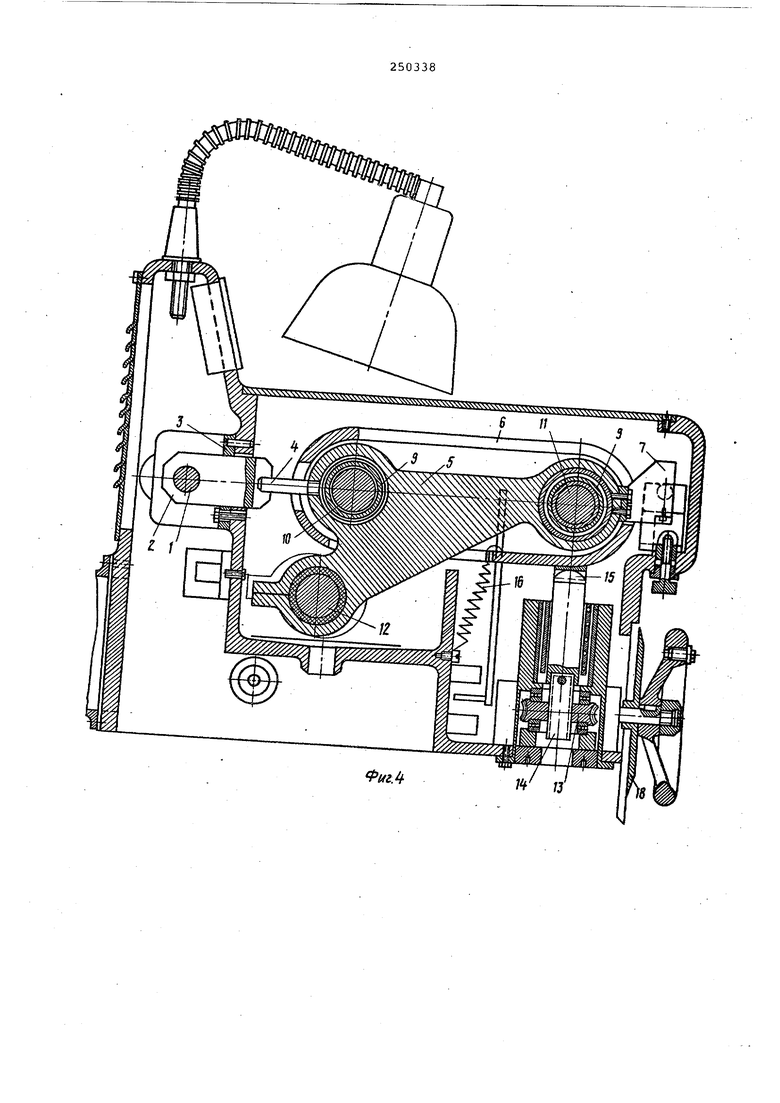
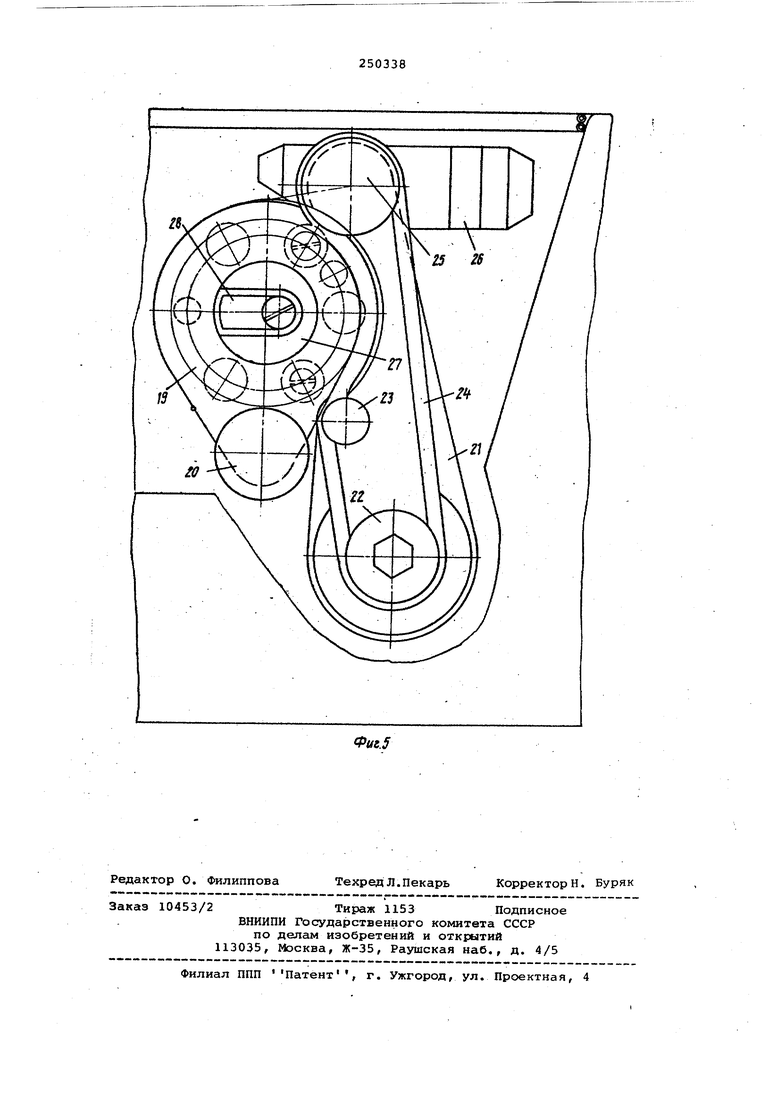
Известны электроэрозионкые двух,позиционные станки для цшифования внутренних цилиндрических поверхностей деталей, например статоров электрических машин при их изготовле нии, содержащие механизмы базирования и вращения обрабатываемых изделий и механизмы перемацения электрод инструмента. Однако эти станки не обеспечивают стабильных показателей величины магнитной ассиметрии статора вследствие неравномерного съема припуска из-за несоосности базовых и обрабатываемых поверхностей. Цель изобретения - повышение геометрической точности обработки поверхностей при равномерности съема припуска относительно оси пакета статора. Это достигается тем, что механизм базирования и вращения обрабатываемы поверхностей вьтолнен в виде неподвижных оправок, диаметры меньше диаметра отверстия в обрабаты ваемом изделии, с занижением этих диаметров в средней части на 0,30,5 мм и с расположением линии приле гания обрабатываемого изделия, диаметрально противоположньам линии продольного хода электрода-инструмента. Кроме того, оправка на позиции обработки отверстия выполнена полой со сквозным пазом, а механизм проДольно-поперечного перемещения электрода-инструмента содержит скалку, несущую электрод-инструмент и расположенную внутри станины со стороны, противолежащей свободному концу оправки, через который надевается обрабатываемая деталь. Это отличие обеспечивает удобство и быстроту съема изделия для измерения. На фиг.-1 изображена кинематическая схема описываемого станка; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 2; на фиг. 4 - механизм продольно-поперечной подачи электрода-инструмента; на фиг. 5 - узел базирования обрабатываемой детали. Станок содержит механизм йродольно-поперечной подачи электрода-инструмента, состоящий из ходового винта 1 с гайкой 2, вставленной в направляющую 3. Гайка 2 снабжена пальцем 4, закрепленным другим концом в каретке 5, проходящим отверстие корпуса каретки 6. С противоположной стороны корпуса каретки 6 установлен кулачок 7 с двумя регулировочными контактами 8. Каретка 5 имеет отверстия, в которие вставлены подшипники 9, перемещанвдиеся по осям 10 и 11 и осуществляющие одновременно перемещение скалки 12 с электродом-инструментом, установленной в нижнем отверстии каретки 5. Поперечная подача электрюда-инструмента про ртзводится от редуктора, состоящего из шестерен 13, винтов 14, опорного валика 15, пружины 16, маховика 17 /с лимбом 18,
Механизм базирования и вращения обрабатываемого изделия содержит планшайбу 19, на которой установлен опорный ролик 20, кронштейн 21 с ведущим шкивом 22 и направлякицими роликами 23, на которые одеваются элас тичный привод 24, ручка-фиксатор 25 с опорной плитой 26.
Зо внутреннюю полость планшайбы 19 вставлена оправка 27 с электродом-инструмент(9м 28. Привод возвратно-поступательного перемещения электрода-инструмента 28 осуществляется электродвигателем D. Вращение эластичного привода 24 для обрабатываемы изделий на первой позиции произвоI дится от электродвигателя DS а на второй позиции - от электродвигателя Dj
Электроэрозионную шлифовку внутренних поверхностей изделий производят следующим образом.
Обрабатываемое изделие устанавливают на оправку 27 и прижимают эластичным приводом 24 к базовым поверхностям оправки 27. Изделие вращается за счет протягивания эластичного Привода 24, вращение которого производите от электродвигателя D2 на одной позиции и электродвигателя другой позиции через клиноременные передачи.
Продольная подача электрода-инструмента осуществляется за счет перемещения каретки 5 вдоль осей 10 и 11. Поперечная подача электрода-инструмента 28 производится вращением маховика 17, за счет чего винты 14 и опорный палец 4 опускаются вниз, каретка 5 с корпусом каретки б поворачивается вокруг оси 10, подавая на
обрабатываемое изделие скалку 12 с электродом-инструментом 28.
В результате применения предлагаемого станка обеспечивается обход электродом-инструментом обрабатываемых поверхностей изделий по цилиндру благодаря тому, что изделие имеет вращательное движение, а электродинструмент - возвратно-поступательное вдоль образукицей цилиндра, описываемого обрабатываемой поверхностью. .Осуществляется рабочая; подача электрода в-нормальном к обрабатываемой поверхности направлении, обеспечивая тем самым необходимый зазор между электродом-инструментом и обра батгаваемой поверхностью, изменяющися вследствие съема материала с обрабатываемой поверхности и износа электрода-инструмента.
Формула изобретения
1. Электроэрозионный двухпозиционный станок для шлифования внутренних цилиндрических поверхностей изделий, например статоров электрических машин, содержащий механизмы базирования и вращения обрабатываемых изделий и механизмы перемещения электрода-инструмента, отличающийся тем, что, с целью повышения геометрической точности обрабатываемых поверхностей при равномерном съеме припуска относительно оси пакета статора, механизм базирования и вращения изделий выполнен в виде неподвижных оправок, диаметры которых меньше диаметра отверстия в обрабатываемом изделии с занижением этих диаметров в средней части на 0,3-0,5 мм и с расположением линии прилегания обрабатываемого изделия, диаметрально противоположным линии продольного хода электрода-инструмента .
2. Стамок по п. 1, отличающий с я тем, что,с целью обеспечения удобства и быстроты съема изделия для измерения, механизм продольно-поперечного перемещения электродаинструмента содержит скалку, несущуюобрабатывающий электрод и расположенную внутри станины со стороны, противолежащей свободному концу оправки, через который надевается изделие.
Фиг.
Вид/
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный двухпозиционный станок для шлифования наружных цилиндрических поверхностей изделий,например роторов электрических машин | 1967 |
|
SU239457A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| Способ электроэрозионной обработки направляющего отверстия в корпусе распылителя | 2022 |
|
RU2797663C1 |
| Способ электроэрозионной обработки внутренних цилиндрических поверхностей | 1986 |
|
SU1407712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Станок для огранки ювелирных изделий | 1981 |
|
SU1009785A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
jjj
гп--г ASHES ть
-HflD
