Способ изготовления длиннюмерных изделий без пресс-остйтка путем прессования с 1юпользо1ванием проставо-к, помещенных в контейнер пресса между пресс-штемпелем, заготовкой и матрицей, известен.
Описываемый опособ отличается от известИОГО тем, что загото1вку устанавливают в контейнере с зазором, о.беспечиваюни1м заполнение свободного объема контейнера материа.:|()м нроставок нр.и движении преос-штемпеля.
Это по ьгншет качество изделий и стопKIO с т ь и н с т р у м е н т а.
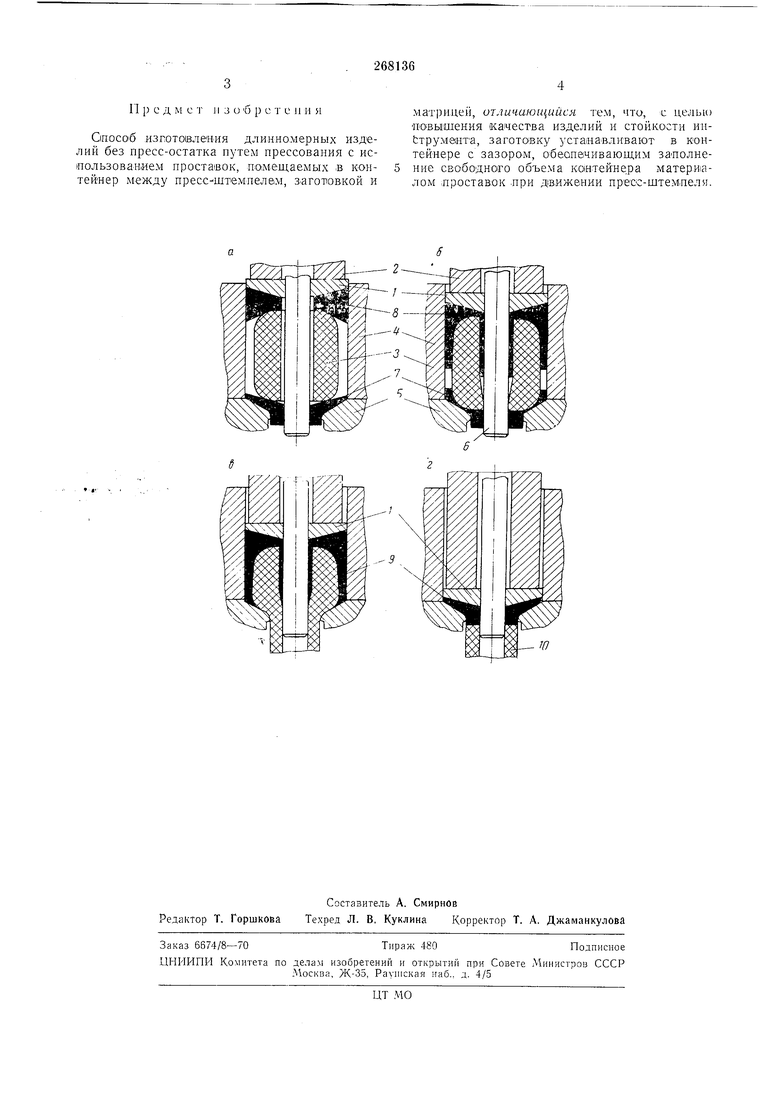
На чертеже показа прессующий инструмент, осевой разрез; а--1неред началом двяжения афи изготовлеини труб; б - момент заполнения прОМежуточной средой свободного объема контейнера и образов1ания контакта между концом 3:аготовки и формообразуюниь ми местами матрицы и оправки; в - во время лрессовашня иг - момент окончания прессования.
Перед -началом движения прессуюшего инструмента - пресс-щайбы 1 и пресс-штемпеля 2 - 3:аготовка 3 с выпуклыми торцами нахоаится iB кОНтейнере 4- Со сторошы, противоположной прессующему инструменту, к отверстию контейнера .примыкает Матрица 5. Сквозь прессующий инструмент и осевое отверстие заготов ки в канал матрицы введе
конец Оправки 6. Между матрицей и заготовкой располагается проставка 7, а между прессшайбой н заготовкой - проставка S.
В начале рабочего хода инструмента (см. черт-, б) происходит .вытеснение материала гтрэставок 7 и fS :в свободный объем KoiiTeiiiHeра между нове рхностямн заготовки, оправки н контейнера. Под действием давления нроставки 8 на задний торец заготовки нс)с.1едняя вначале .перемен1,ается до обрлзоваощя контакта с матрицей, деформируя н частично вытесняя матер.иал лроставкн 7.
Этот процесс продо.тжастся до соединен,1я материалов проставок в одну общую нромежуточную среду ,9 (см. черт., в).
При дальней 11ем .непрерывном движении прессующего инструмента давление в иромежуточной среде возрастает, и происходит гидростатическое прессование трубы 10 из заготовки. Этот процесс продолжается до тех лор, пока весь материал заготов«1 не вытеснится через кольцевую щель, образованную матрицей н опраЕкой (см. черт, г), око;нчательно деформировавЩ.ись в трубу.
П р с д м с т | 3 о б р с т е и н я
Снособ изгото1влеиия длинномерных изделий без пресс-остатка путем прессования с использованием npocTaiBOK, помещаемых в контейнер между пресс-штемпелем, з аготивкой и
мат|П1це1, отличающийся тем, что, с целью повышения а :ачества изделий и стойкости инЬтруме.пта, заготовку уста1паВливают в контейнере с зазором, обеспечивающим заполнение сво бодно1го объема ковтейне.ра матери1алом лроставок .при движении пресс-штемлеля.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ для МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1971 |
|
SU301201A1 |
| ИНСТРУМЕНТ К ПРЕССУ С САМОСТОЯТЕЛЬНЫЛ< ПРОШИВНЫМ УСТРОЙСТВОМ | 1972 |
|
SU360126A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2007 |
|
RU2351422C1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU275982A1 |
| Инструмент для прессования полых изделий | 1974 |
|
SU533417A1 |
| ПРЕССДЛЯ НАГРЕВА И ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ В ВАКУУМЕ ИЛИ НЕЙТРАЛЬНОЙ СРЕДЕ | 1966 |
|
SU182665A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1965 |
|
SU169985A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| МАТРИЧНЫЙ УЗЕЛ ПРЕССА ДЛЯ ИЗГОТОВЛЕНИЯПРОФИЛЕЙ | 1972 |
|
SU423537A1 |