1
Изобретение относится к области обработки металлов давлением, точнее, к прессовому инструменту.
Известен матричный узел пресса для изготовления профилей, содержащий последовательно установленные на опорной плите в отдельных блоках, имеющих возможность взаимного осевого перемещения, основную и дополнительную матрицы.
Недостатки известного матричного блока заключаются в необходимости значительного хода контейнера для обеспечения прохода пилы при отрезке пресс-изделия и подъеме блока дополнительной матрицы при удалении прессостатка, а также в необходимости значительных перемещений блоков матриц, что приводит к повыщению продолжительности общего, цикла прессования.
В предлагаемом матричном узле эти недостатки устранены и узел обеспечивает отрезку пресс-изделия за основной матрицей без отвода контейнера и матричных блоков, а удаление пресс-остатка из основной матрицы осуществляется путем отвода блока этой матрицы от блока дополнительной матрицы. При этом сокращается продолжительность общего цикла прессования за счет того, что в опорной плите выполнен по всей высоте охватывающий изделие наз, выходящий на один из торцов плиты, а последняя снабжена закрепленным
со стороны другого торца приводом возвратпо-поступательного перемещения по плоскости, иериендикулярной оси пресса.
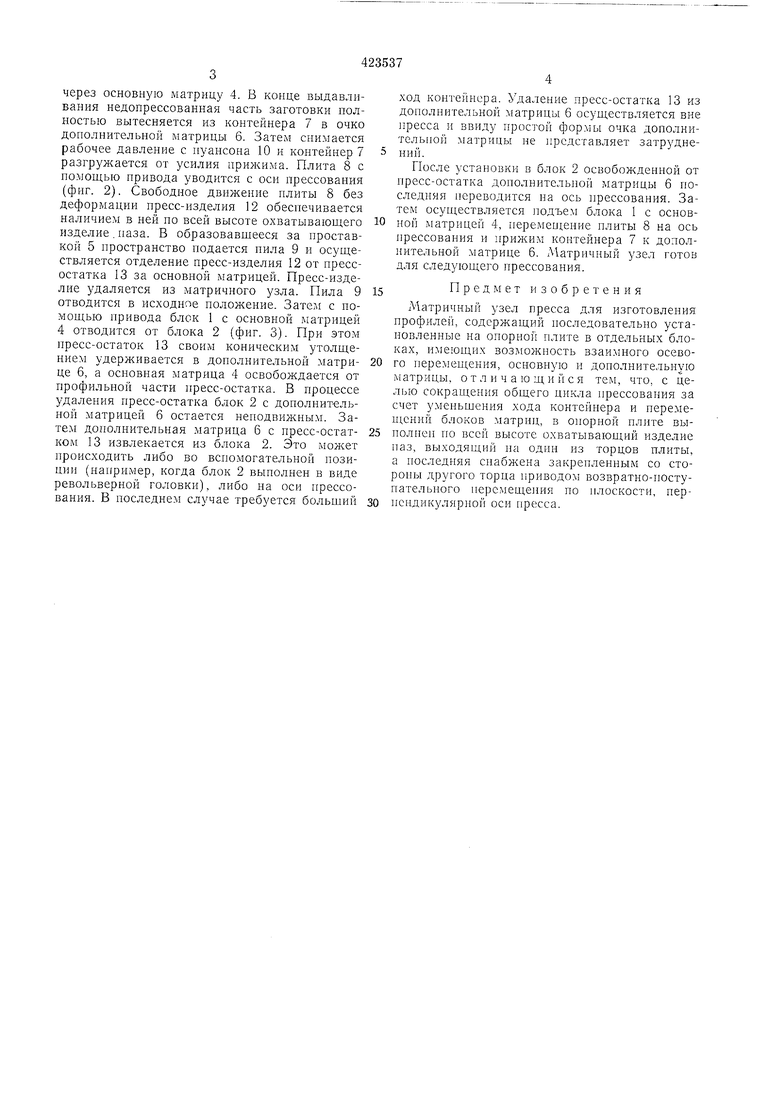
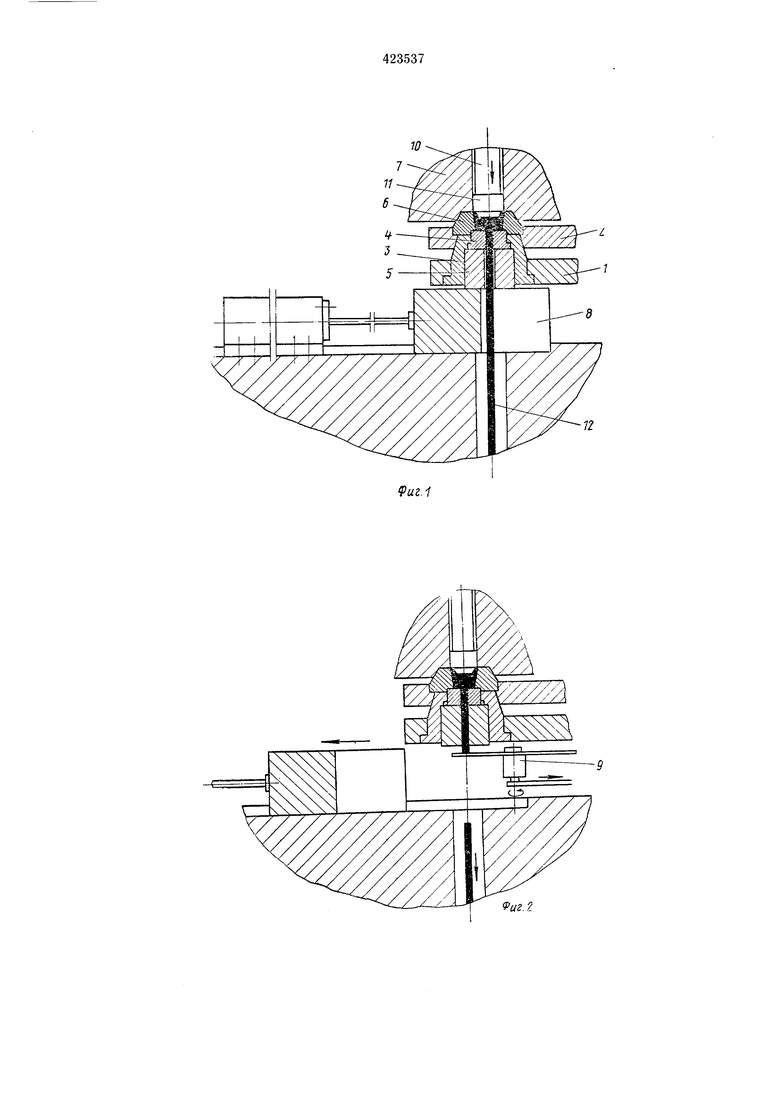
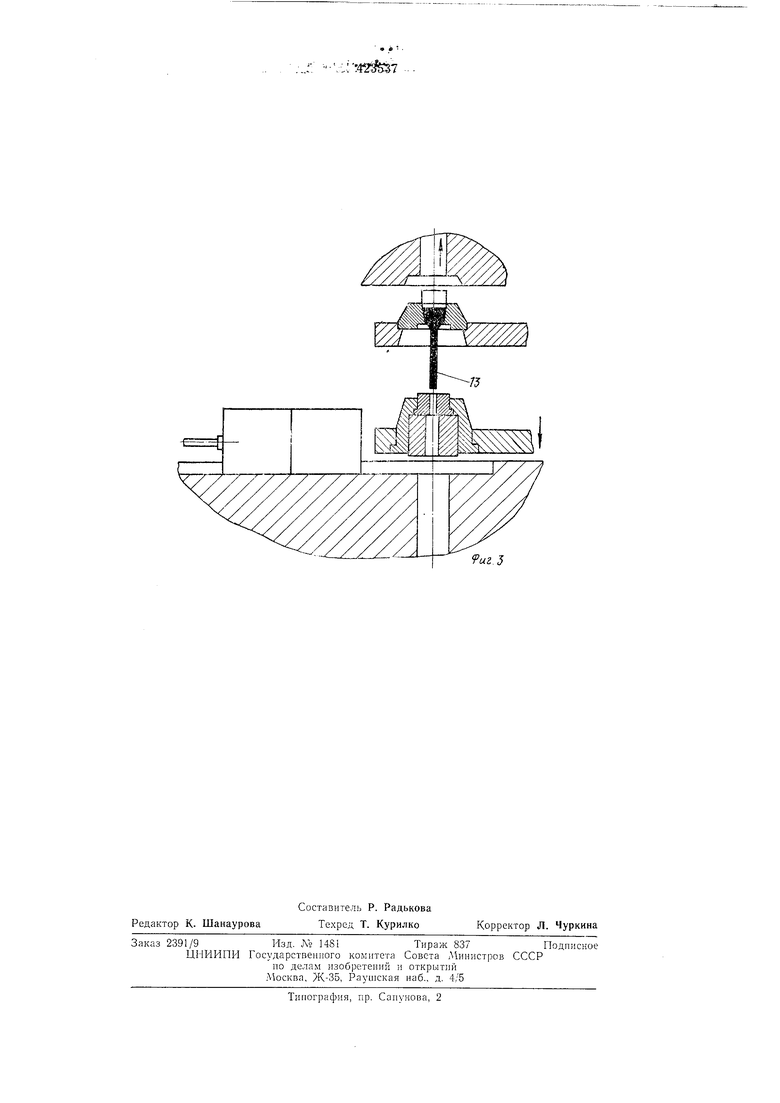
На фиг. 1 показан матричный узел в конечный момент прессования; на фиг. 2 - матричный узел в момент удаления пресс-остатка из основной матрицы; на фиг. 3 - матричный узел в момент отделения пресс-изделия от пресс-остатка.
.Матричный узел (фиг. 1) содержит два блока: блок 1 основной матрицы и расположенны перед ним блок 2 дополнительной матрицы. В блоке 1 помещены обойма 3 с основной матрицей 4 и нроставка 5. В блоке 2
размещена дополнительная матрица 6, которая сочленяется с контейнером 7. Нроставка 5 установлена на плите 8 с приводом. Плита 8 опирается на переднюю траверсу пресса. Привод обеспечивает поперечное относительно
оси пресса перемещение плиты.
Привод блока 1 обеспечивает отвод его от блока 2 и возврап1,ение в исходное положение. За матричным узлом размещается пила 9 с приводом для отделения пресс-изделия от
пресс-остатка (фиг. 3).
Матричный узел работает следующим образo.
В процессе прессования (фиг. 1) помещенная в контейнер 7 заготовка под действием
пуансона 10 п пресс-шайбы 11 выдавливается
через основную матрицу 4. В конце выдавливания недопрессованная часть заготовки полностью вытесняется из контейнера 7 в очко дополнительной матрицы 6. Затем снимается рабочее давление с пуансона 10 и контейнер 7 разгружается от усилия прижима. Плита 8 с помощью привода уводится с оси прессования (фнг. 2). Свободное движение плиты 8 без деформации пресс-изделия 12 обеспечивается наличием в ней по всей высоте охватывающего изделие . паза. В образовавшееся за проставкой 5 пространство нодается пила 9 и осуществляется отделение пресс-изделия 12 от прессостатка 13 за основной матрицей. Пресс-изделие удаляется из матричного узла. Пила 9 отводится в исходное положение. Затем с помощью нривода блок 1 с основной матрицей 4 отводится от блока 2 (фиг. 3). При этом пресс-остаток 13 своим коническим утолщением удерживается в дополнительной матрице 6, а осповпая матрица 4 освобождается от профильной части пресс-остатка. В процессе удалепия пресс-остатка блок 2 с дополпит-ельной матрицей 6 остается неподвижным. Затем дополнительная матрица 6 с пресс-остатком 13 извлекается из блока 2. Это может происходить либо во вспомогательной позиции (например, когда блок 2 выполнен в виде револьверной головки), либо на оси прессования. В последнем случае требуется больший
ход коптейнсра. Удаление пресс-остатка 13 из дополпительной матрицы 6 осуществляется вне пресса и ввиду простой формы очка дополнительной матрицы не представляет затруднений.
После установки в блок 2 освобожденной от пресс-остатка дополнителыюй матрицы 6 последняя переводится на ось прессования. Затем осуществляется подъем блока 1 с основной матрицей 4, переменхение плиты 8 на ось прессования и прижим контейнера 7 к дополнительной матрице 6. Матричный узел готов для следующего прессования.
Предмет изобретения
Матричный узел пресса для изготовления профиле, содержащий оследовательно установленные на опорной плите в отдельных блоках, возможность взаимного осевого перемещения, основну о и донолнительпу 0 матрицы, о т л и ч а о щ и и с я т&м, что, с целью сокращения общего цикла рессования за счет умепьшепия хода контейпера и перемещений блоков матриц, в 01 орной плите выпол 1е по всей высоте охватывающий изделие паз, выходя ций а один из торцов плиты, а последпяя снабжена закреплепным со сторопы другого торца рпводом возвратно-поступательпого ерсмеще П1я по 1лоскости, пер епдикулярпой оси пресса.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФАСОННЫХ ПРОФИЛЕЙ и ТРУБ ПРЕССОВАНИЕМ | 1967 |
|
SU202704A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВАНИЕМ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1972 |
|
SU333994A1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
| Устройство для прессования продольнооребренных сплошных и полых профилей | 1973 |
|
SU447194A1 |
| Устройство для изготовления прессованием кольцевых изделий | 1971 |
|
SU442865A1 |
| Матричный узел для прессования кольцевых профилей | 1975 |
|
SU580024A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛА | 1972 |
|
SU453211A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ | 2012 |
|
RU2486980C1 |
9 иг.г
9иг.З
