1
Изобретение относится к области обработки металлов давлением, а точнее к прессованию полых профилей и труб.
Известен инструмент для прессования полых изделий, содержащий контейнер с матрицей и соответственно закрепленные iB концентричных между собой держателях заходящие в контейнер пресс-щтемпель, внешнюю и внутреннюю калибрующие иглы.
Недостатком известного инструмента является то, что калибрующая игла не имеет самостоятельного привода, а ее перемещение осуществляется силами трения, возникающими между иглой и прессуемой заготовкой.
При этом .из-за неравномерности течения металла, вызывающего изгиб калибрующей иглы, или из-за затекания металла в зазор между иглами, калибрующая игла может останавливаться, при этом она интенсивно нагревается и выходит из строя.
Для повышения стойкости калибрующей иглы инструмент снабжен жестко укрепленным на свободном торце держателя прессщтемпеля охватывающим держатель внешней иглы стаканом и концентрично установленной в стакане между держателями обеих игл проставкой с продольными пазами для захода в них с возможностью осевого перемещения контактирующих со стенками стакана планок и поперечными прорезями для установки прикрепленных к планкам штифтов, перемещаемых по предусмотренным в держателе внешней иглы копирным пазом.
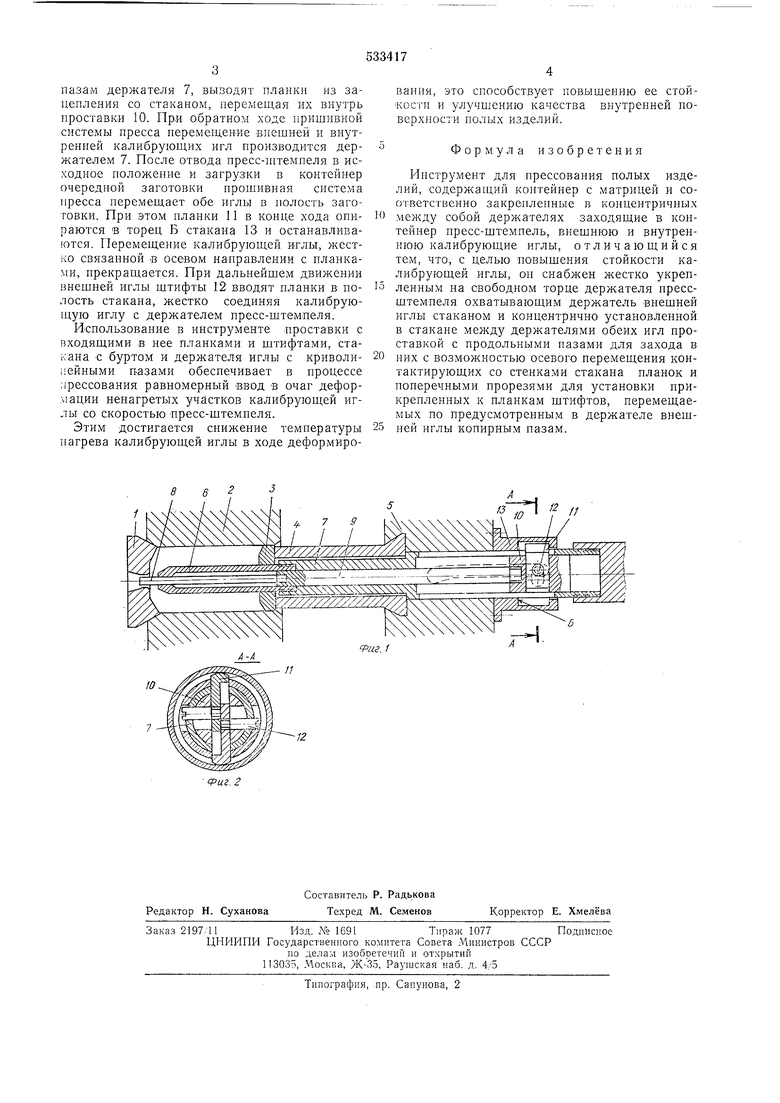
На фиг. 1 показан инструмент в положении перед прессованием заготовки; на фиг. 2 - разрез по А-А на фиг. 1.
Инструмент состоит из матрицы 1, опирающегося на нее контейнера 2, входящих в контейнер пресс-шайбы 3 и полого пресс-штем пеля 4, закрепленного в держателе 5. Полая внешняя игла 6, находящаяся в полостях пресс-штемпеля 4 и пресс-шайбы 3, установлена в дерлсателе 7 прошивной системы пресса. Внутренняя калибрующая игла 8 с держателем 9, размещенные в полости внешней иглы 6 и держателя 7, укреплены в проставке 10, в которой выполнены продольные пазы для планок 11 и поперечные прорези для штифтов 12. В держателе пресс-штемпеля 4 закреплен стакан 13.
Инструмент работает следующим образом.
Выдавливание металла из контейнера осуществляется пресс-шайбой. Внешняя игла 6 удерживается неподвижно прошивной системой пресса. При этом стакан 13, действуя через планкп 11 на проставку 10, осуществляет принудительное перемещение калибрующей иглы 8 со скоростью пресс-штемпеля 4. В конце рабочего хода штифты 12, закрепленные в планках 11, направляясь по криволинейным
3
пазам держателя 7, выводят планки из зацепления со стаканом, перемещая их внутрь проставки 10. При обратном ходе пришивной системы пресса перемещение внещней и внутренней калибрующих игл производится держателем 7. После отвода пресс-нгтемпеля в исходное положение и загрузки в контейнер очередной заготовки прощивпая снстема пресса перемещает обе иглы в полость заготовки. При этом планки 11 в конце хода опираются в торец Б стакана 13 и останавливаются. Перемещение калибрующей Иглы, жестко связанной в осевом направлении с планками, прекращается. При дальнейщем движении внешней иглы щтифты 12 вводят планки в полость стакана, жестко соединяя калибрующую иглу с держателем пресс-штемпеля.
Использование в инструменте лроставки с входящими в нее планками и штифтами, стакана с буртом и держателя иглы с криволи; ейными п-азами обеспечивает в процессе прессования равномерный ввод в очаг деформации ненагретых участков калибрующей иглы со скоростью Пресс-штемпеля.
Этим достигается снижение температуры нагрева калибрующей иглы в ходе деформирования, это способствует повышению ее стойкости и улучшению качества внутренней поверхности полых изделий.
Формула изобретения
Инструмент для прессования полых изделий, содержащий контейнер с матрицей и соо1ветственно закреплепные в концентричных
между собой держателях заходящие в контейнер пресс-штемпель, внешнюю и внутреннюю калибрующие иглы, отличающийся тем, что, с целью повышения стойкости калибрующей иглы, он снабжен жестко укрепленным на свободном торце держателя прессштемпеля охватывающим держатель внешней иглы стаканом и концентрично установленной в стакане между держателями обеих игл проставкой с продольными пазами для захода в них с возможностью осевого перемещения контактирующих со стенками стакана планок и поперечными прорезями для установки прикрепленных к планкам щтифтов, перемещаемых по предусмотренным в держателе внещней иглы копирным пазам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ К ПРЕССУ С САМОСТОЯТЕЛЬНЫЛ< ПРОШИВНЫМ УСТРОЙСТВОМ | 1972 |
|
SU360126A1 |
| Пресс для прессования полых профилей | 1977 |
|
SU670463A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Инструмент для прошивки заготовки под прессование | 2015 |
|
RU2611634C2 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |
| Инструмент для горячего прессования тугоплавких металлов | 1981 |
|
SU956088A1 |
| Инструмент для прошивки заготовок под прессование | 1982 |
|
SU1037991A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
2 3
