Предлагаемое изобретение относится к области конструкции форм, ирименяемых для переработки полимеров, например полиуретана и других литьевых материалов в листы, втулки, зубчатые венцы, приводные ремнн, ленты и другие изделия.
Известна форма для центробежного лигья упомянутых изделий, предстазляюпдая собой формующую матрицу, установленную -в подшипниковых узлах и приводимую во вращение электродвигателем. Форма закрыта крышкой с калибровочным отверстием, равным внутреннему диаметру отливки, что обеспечивает точность размеров внутренней полости отливки благодаря переливу через отверстие избытка материала. Загрузка материала в форму производится с помощью заливочного ковша.
Но известные формы отличаются низкой точностью дозирования и болынилга потерями материала из-за прилипания его к стенкам заливочного ковша и выплескивания из формы через калибровочьое отверстие при формовании, а также низкой производительностью из-за больших затрат времени вследствие значительной вязкости литьевых материалов, а также ввиду неиспользования внутренней полости цилиндрической формы.
материала, она снаблсена дозировочным конусообразным стаканом, установленным внутри фор гуюшей матрицы и соосно с ней.
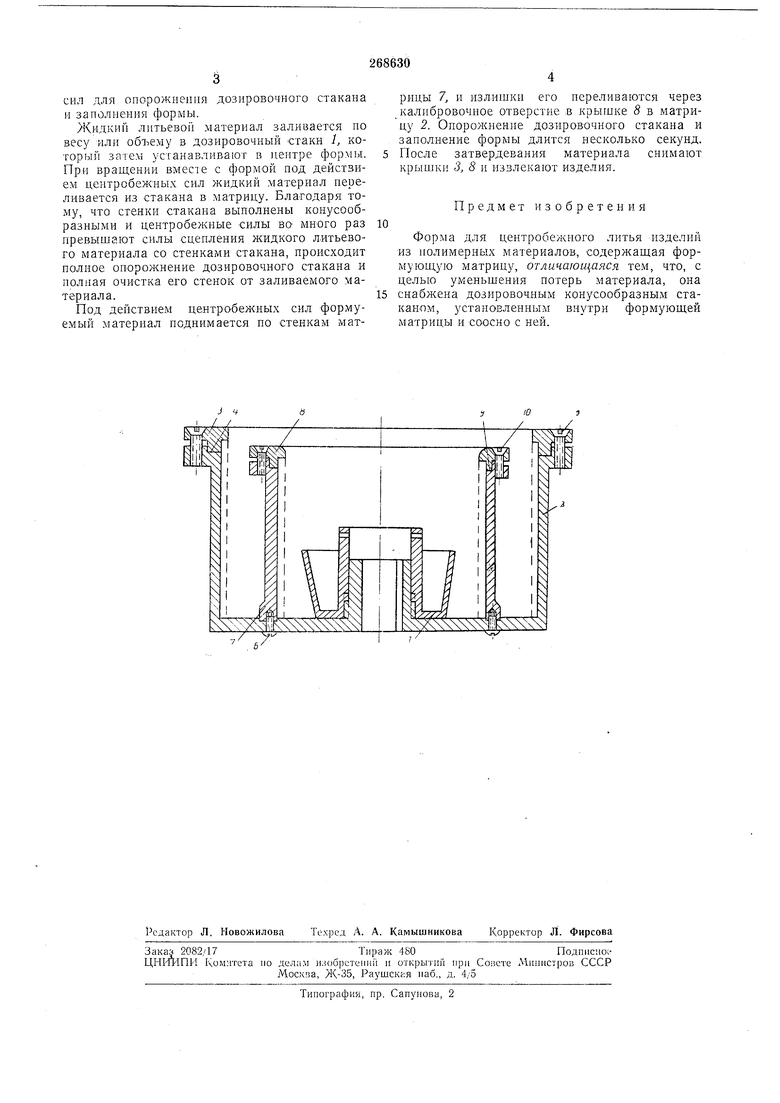
На чертеже изображена предлагаемая форма.
Она состоит из дозировочного стакана 1, закрепленного, например, с помощью резьбового соединения в центре формы, формующей матрицы 2, снабженной крышкой 3 с калибровочным отверстием и закрепляемой на прокладке 4 с помощью винтов 5. В случае, когда требуется увеличить производительность, внутри матрицы 2 концентрически закрепляют с помощью винтов 6 дополнительную матрицу 7,
также снабженную крышкой 8 с калибровочным отверстием. Крышка 8 установлена на прокладке 9 с помощью винтов 10. Высота матрицы 7 вместе с крыщкой 8 выполнена такой, чтобы при нереливе материала при вращенин формы через отверстие в крышке 8 он попал на внутреннюю новерхность матрицы 2. При нeoбxoди ocти форма может быть снабжена большим числом концеитрически установленных формующих матриц.
При литье изделий форма устанавливается в подшипниковых узлах и приводится во вращение электродвигателем.
сил для опорожнения дознровочного стакана и заполнения формы.
Жидкий литьевой материал заливается по весу или объему в дозировочный стакн 1, который затем устанавливают в центре формы. При вращении вместе с формой под действием центробежных сил жидкий материал иереливается из стакана в матрицу. Благодаря тому, что стенки стакана выполнены конусообразными и центробежные силы во- много раз превышают силы сцепления жидкого литьевого материала со стенками стакаиа, происходит иолное опорожнение дозировочного стакана и полная очистка его стенок от заливаемого материала.
Под действием центробелсных сил формуемый материал поднимается по стенкам матрицы 7, и излишки его переливаются через калибровочиое отверстие в крышке 8 в матрицу 2. Опорожнение дозировочного стакана и заполнение формы длится несколько секунд. После затвердевания материала снимают крышки 3, 8 и извлекают изделия.
Предмет изобретения
Форма для центробежного литья изделий из иолимериых материалов, содержаш;ая формуюш,у1о матрицу, отличающаяся тем, что, с целью уменьшения потерь материала, она снабл ена дозировочным конусообразным стаканом, установленным внутри формуюш;ей матрицы и соосно с ней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для центробежного формования изделий из полимерных материалов | 1982 |
|
SU1066829A1 |
| ЗАЛИВОЧНОЕ УСТРОЙСТВО ЦЕНТРОБЕЖНЫХ МАШИН | 1972 |
|
SU415086A1 |
| Установка для центробежного формования втулок из полимерных материалов | 1988 |
|
SU1669739A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ | 1973 |
|
SU368047A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ФОРМОВАНИЯ ИЗДЕЛИЯ ИЗ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2072917C1 |
| АППАРАТ ДЛЯ ПЛАВКИ И ЦЕНТРОБЕЖНО-ВАКУУМНОГО ЛИТЬЯ | 2005 |
|
RU2304035C2 |
| КОКИЛЬНАЯ МАШИНА | 1973 |
|
SU393032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| Устройство для центробежного формования | 1978 |
|
SU763119A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТРУБ ИЗ СИЛИКАТНОГО РАСПЛАВА | 1972 |
|
SU330967A1 |
J ч
