Изобретение относится к области переработки полимерных материалов, в частности к установкам для центробежного формования, предназначено для получения изделий типа втулок с заданным внутренним диаметром, и может быть использовано в химической промышленности для облицовки валов бумагоделательных, сетевязальных, обкладочных- . машин, а также в специализированных производствах других отраслей при получении роликов и кольцевых изделий и различного профиля.
Цель изобретения - обеспечение изготовления втулок различных типоразмеров по внутреннему диаметру.
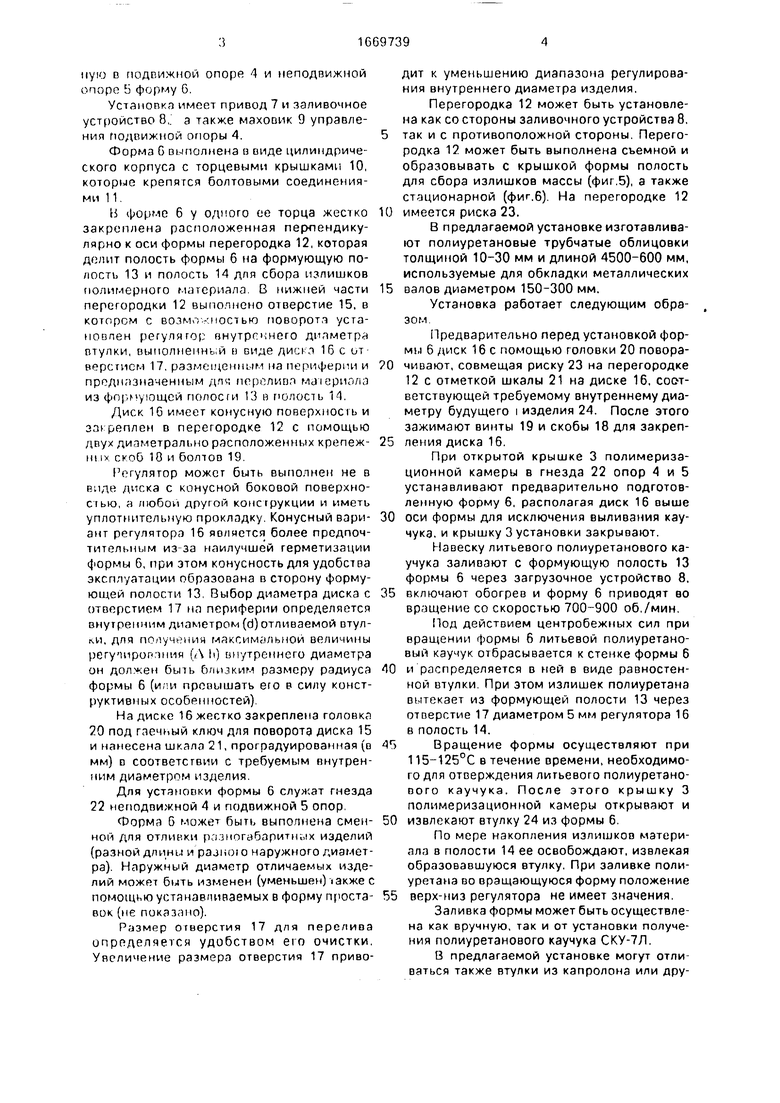
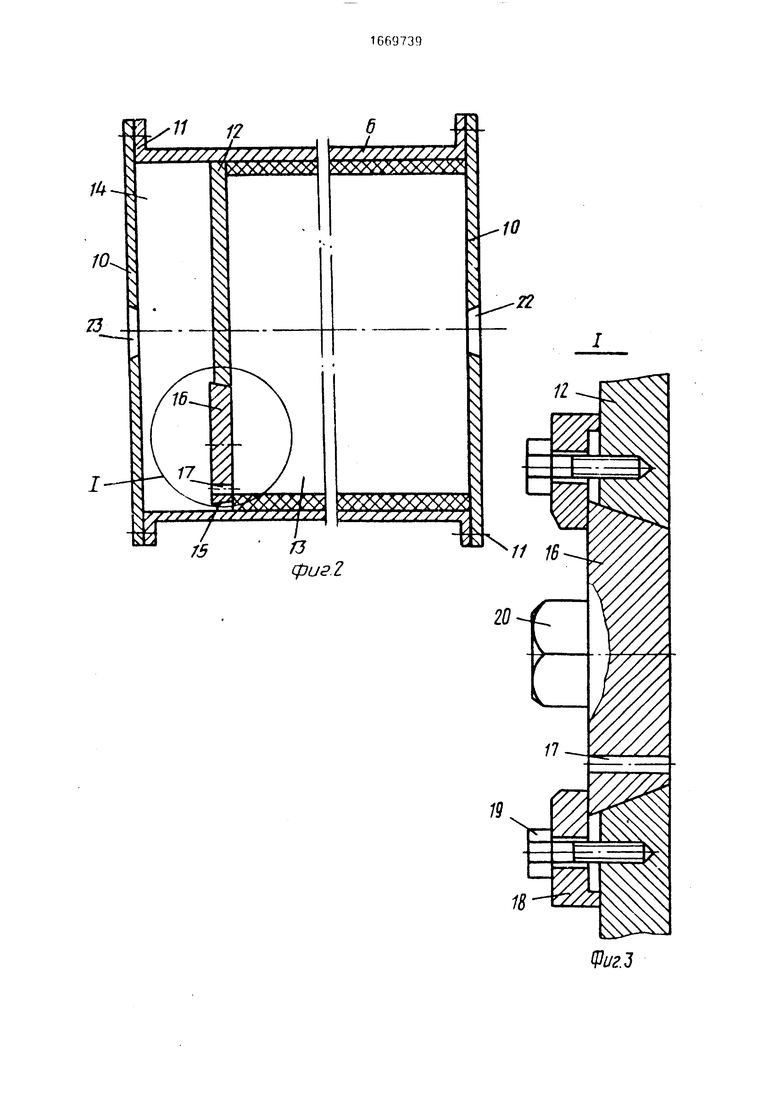
На фиг.1 показана установка для центробежного формования, разрез: на фиг.2 - разрез центробежной формы; на фиг.З - узел I на фиг.1 (поворотный диск в разрезе); на фиг.4 - поворотный диск, вид сбоку; на фиг.5 - вариант выполнения формы со съемной перегородкой; на фиг.6 - вариант выполнения формы со стационарной перегородкой; на фиг 7 - схема расположения отверстия перелива в разных положениях.
Установка содержит станину 1.расположенную на ней полимеризационную камеру, образованную основанием 2 и крышкой 3 с электронагревателями (не показаны), размещенную внутри камеры и установлен&
О
VJ
CJ
о
мую в подвижной опоре 4 и неподвижной опоре 5 форму 6.
Установка имеет привод 7 и заливочное устройство 8,. а также маховик 9 управления подвижной опоры 4.
Форма G выполнена в виде цилиндрического корпуса с торцевыми крышками 10, которые крепятся болтовыми соединениями 11
И форме 6 у одного ее торца жестко закреплена расположенная перлендику- лярно к оси формы перегородка 12, которая долит полость формы 6 на формующую полость 13 и полость 14 для сбора излишков полимерного материала В нижней части перегородки 12 выполнено отверстие 15, в котором с возмо- ностью поворота установлен регупягор внутреннего диаметра
ВТуЛКИ, ВЫПОЛНеИНЬ.Й Е1 БИДе ДИС1 Л 16 С ОТ
верстном 17. размещенным на периферии и предназначенным длч прролипл млериплэ из формующей полости 13 в полость 14,
Диск 16 имеет конусную поверхнооь и зз реплен в перегородке 12 с помощью двух диаметрально расположенных крепеж- них скоб 10 и болтов 19.
Регулятор может быть выполнен не в виде диска с конусной боковой поверхностью, а /побои другой конструкции и иметь уплотнительную прокладку. Конусный вариант регулятора 16 является более предпочтительным из-за наилучшей герметизации формы 6, при этом конусность для удобства эксплуатации образована в сторону формующей полости 13, Выбор диаметра диска с отверстием 17 на периферии определяется внутренним диаметром (d) отливаемой втул- , для получения максимальной величины регушротния (Д 10 внутреннего диаметра он должен быть близким размеру радиуса формы 6 (или превышать его в силу конструктивных особенностей)
На диске 16 жестко закреплена головка 20 под гаечный ключ для поворота диска 15 и нанесена шкала 21,проградуированная(о мм) в соответствии с требуемым внутренним диаметром изделия.
Для установки формы 6 служат гнезда 22 неподвижной 4 и подвижной 5 опор.
Форма G может быть выполнена сменной для отливки разногабаритных изделий (разной длины и разною наружного диаметра). Наружный диаметр отличаемых изделий может быть изменен (уменьшен) акже с помощью устанавмиваемых в форму проста- вок (не показано).
Размер отверстия 17 для перелива определяется удобством его очистки. Увеличение размера отверстия 17 приводит к уменьшению диапазона регулирования внутреннего диаметра изделия,
Перегородка 12 может быть установлена как со стороны заливочного устройства 8,
так и с противоположной стороны. Перегородка 12 может быть выполнена съемной и образовывать с крышкой формы полость для сбора излишков массы (фиг.5), а также стационарной (фиг.6). На перегородке 12
0 имеется риска 23.
В предлагаемой установке изготавливают полиуретановые трубчатые облицовки толщиной 10-30 мм и длиной 4500-600 мм, используемые для обкладки металлических
5 валов диаметром 150-300 мм.
Установка работает следующим образом
Предварительно перед установкой формы 6 диск 16 с помощью головки 20 повора0 чивают, совмещая риску 23 на перегородке 12 с отметкой шкалы 21 на диске 16, соответствующей требуемому внутреннему диаметру будущего i изделия 24. После этого зажимают винты 19 и скобы 18 для закреп5 ления диска 16.
При открытой крышке 3 полимериза- ционной камеры в гнезда 22 опор 4 и 5 устанавливают предварительно подготовленную форму 6, располагая диск 16 выше
0 оси формы для исключения выливания каучука, и крышку 3 установки закрывают.
Навеску литьевого полиуретанового каучука заливают с формующую полость 13 формы 6 через загрузочное устройство 8,
5 включают обогрев и форму 6 приводят во вращение со скоростью 700-900 об./мин.
Под действием центробежных сил при вращении формы 6 литьевой полиуретано- вый каучук отбрасывается к стенке формы 6
0 и распределяется в ней в виде равностен- ной втулки. При этом излишек полиуретана вытекает из формующей полости 13 через отверстие 17 диаметром 5 мм регулятора 16 в полость 14.
5Вращение формы осуществляют при
115-125°С в течение времени, необходимого для отверждения литьевого полиуретанового каучука. После этого крышку 3 полимеризационной камеры открывают и
0 извлекают втулку 24 из формы 6.
По мере накопления излишков материала в полости 14 ее освобождают, извлекая образовавшуюся втулку. При заливке полиуретана во вращающуюся форму положение
5 верх-низ регулятора не имеет значения.
Заливка формы может быть осуществлена как вручную, так и от установки получения полиуретанового каучука СКУ-7Л.
В предлагаемой установке могут отливаться также втулки из капролона или других полимеризаторов, обладающих достаточной текучестью, с толщиной стенки до 300 мм.
В данной установке обеспечивается получение изделия типа втулок с заданным внутренним диаметром, что позволяет исключить получение бракуемых изделий из-за несоответствия требуемым размерам по внутреннему диаметру и обеспечить снижение трудозатрат.
Возможность получения изделий с заданным внутренним диаметром обеспечивается благодаря точному регулированию уровня слива при повороте регулятора с отверстием в соответствии с требуемым размером внутреннего диаметра изделия и возможности перелива излишков расплава полимера из формующей полости формы.
0
5
0
Формула изобретения Установка для центробежного формования втулок из полимерных материалов, содержащая полимеризационную камеру, размещенную в ней с возможностью вращения форму, внутри которой перпендикулярно оси формы установлена перегородка, разделяющая полость формы на две изолированные одна от другой части, и заливочное устройство, отличающаяся тем, что, с целью обеспечения изготовления втулок различных типоразмеров по внутреннему диаметру, форма снабжена регулятором внутреннего диаметра втулки, выполненным в виде диска с отверстием для перелива полимерного материала, расположенным на периферии диска, а в нижней части перегородки выполнено отверстие, в котором установлен диск с возможностью поворота.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежного литья изделий из полимерных материалов | 1985 |
|
SU1351804A2 |
| Устройство для центробежного литья изделий из полимерных материалов | 1981 |
|
SU979130A1 |
| Установка для центробежного изготовления втулок из полимерного материала | 1986 |
|
SU1353623A1 |
| ФОРМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU268630A1 |
| Установка для центробежного формования полых изделий | 1978 |
|
SU738889A1 |
| Установка для центробежного формования изделий из полимерных материалов | 1982 |
|
SU1066829A1 |
| Форма для изготовления шаровых полимерных изделий с арматурой | 1989 |
|
SU1703486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИУРЕТАНОВОЙ ШИНЫ С ПОВЫШЕННЫМИ АМОРТИЗИРУЮЩИМИ СВОЙСТВАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2641932C1 |
| Устройство для центробежного формования | 1978 |
|
SU763119A1 |
| Установка для центробежного формования втулок из полимерного материала | 1987 |
|
SU1407818A1 |

Изобретение относится к переработке полимерных материалов, в частности к установкам для центробежного формования втулок, и может быть использовано для облицовки валов в различных отраслях промышленности. Цель изобретения - обеспечение изготовления втулок различных типоразмеров по внутреннему диаметру. Установка включает полимеризационную камеру, размещенную внутри нее вращающуюся форму с формующей полостью, образованной с одного торца перегородкой, установленной перпендикулярно оси формы, и заливочное устройство. Форма снабжена регулятором внутреннего диаметра втулки, выполненным в виде диска с отверстием на периферии диска, а в нижней части перегородки выполнено отверстие, в котором установлен диск с возможностью поворота. При формовании через отверстие в диске происходит переливание излишков полимерного материала на определенном уровне, за счет чего обеспечивается получение заданного внутреннего диаметра втулки. 7 ил.
1
NNN Aysys
$W9&86&5o$&
Id
V/
i
-itфиг1
18
Фиг.З
/fLitSS///,
12-15
17
////S/S/s
-13
1
22
фиг 5
C/tufwf отверстие
Перегородка
Регулятор
Фиг 7
| Устройство для резки шелковичных коконов | 1936 |
|
SU50551A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Солесос | 1922 |
|
SU29A1 |
