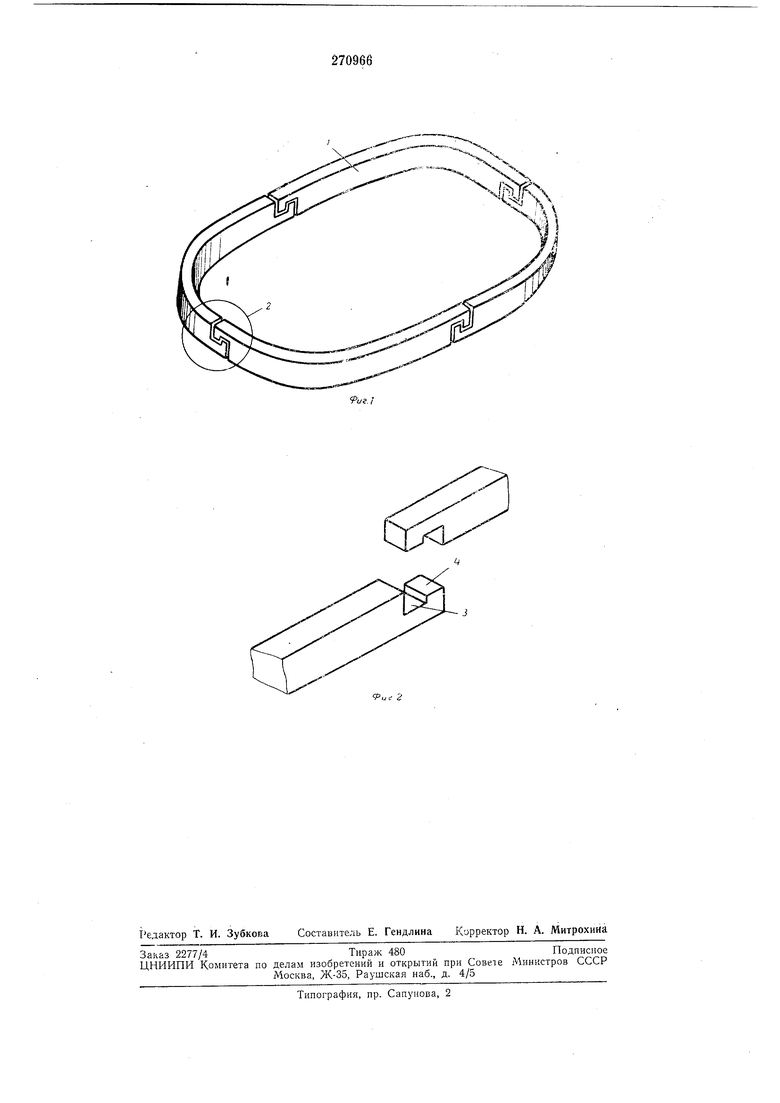
Изобретение относится к области металлургии и касается конструкции изложницы для отливки металлических слитков. Одной из основных причин выхода из строя изложниц является образование продольных трещин. Для предупреладения этого в чугунных изложницах широко применяются бандажи различных форм и сечений. Известны бандажи цельнолитые, сварнолитые, изготовленные из проката с последующей гибкой и сваркой, производство которых отличается низкой производительностью и высокой стоимостью. с целью увеличения стойкости в предлагаемой изложнице бандаж изготавливается из отдельных литых или штампованных стальных секций. На концах секций выполнены одинаковые по размерам и конфигурации выступы и пазы, которые при сборке образуют надежное жесткое зацепление. Это исключает применение сварки с громоздким дорогостоящим оборудованием и возможность разрыва бандажей по сварным швам, несущим силовые напряжения в процессе нагрева и остывания изложницы. На фиг. 1 показана конструкция бандал а изложницы; на фиг. 2 - зацепление секций бандажа. Бандаж состоит из литых или штампованных секций 1, которые соединяются зацеплением 2. Элементы зацепления выполнены симметрично на концах секций в виде пазов 3, в которые входят выступы /. Длина выступа зависит от допускаемых напряжений на срез и смятие. Длина паза выполняется на 4-6 мм больше длины выступа для осуществления свободного сопряжения эле.ментов зацепления при сборке бандажа. Высота выступа составляет 0,1-0,12 мм от высоты бандажа. Сборка бандажа осуществляется в форме для отливки изложницы. При необходимости транспортировки и установки в форму целого бандажа после сборки места соприкосновения выступов прихватываются сваркой, затем бандалс устанавливается в форму излол ницы, которая заливается чугуном. Имеющиеся зазоры в местах зацеплений заполняются чугуном, что обеспечивает жесткое зацепление секций бандал а. Предмет изобретения Излолхница для отливки слптков, снабл енная бандалчом, состоящим из отдельных секций, отличающаяся тем, что, с целью увеличения стойкости излол :ниць, соединение отдельных секций бандал а выполнено в виде симметрично располол енных на их концах пазов и выступов.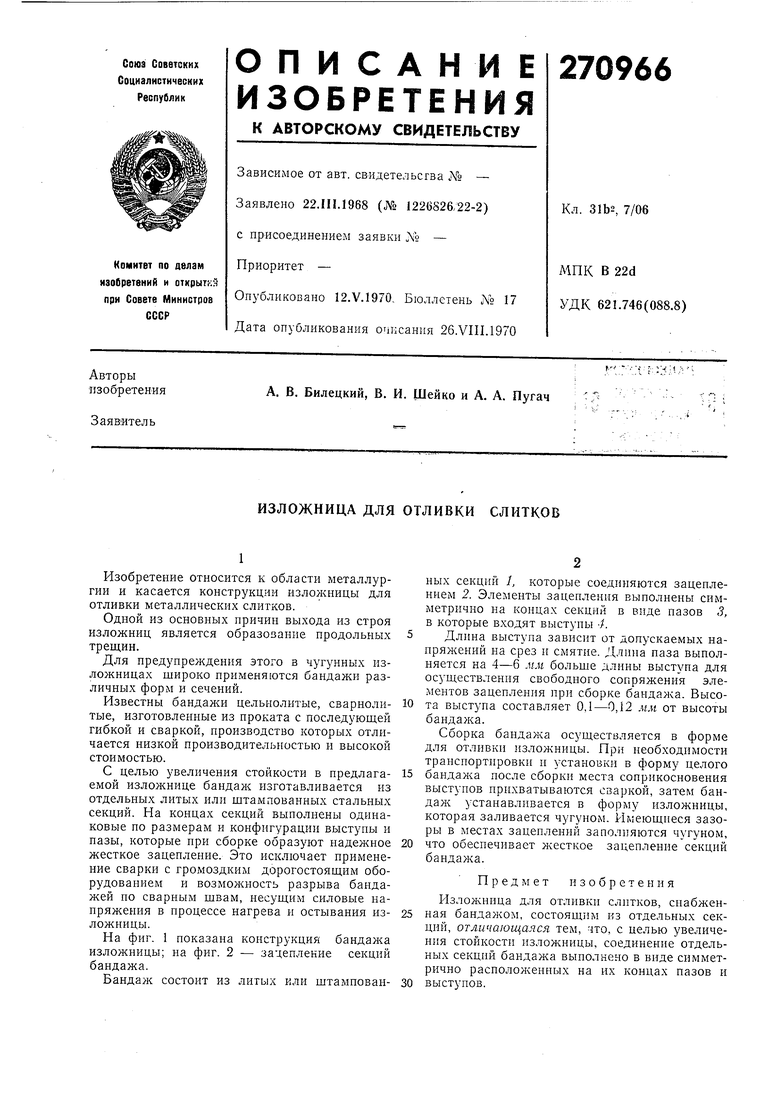
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изложницы | 1976 |
|
SU608604A1 |
| ИЗЛОЖНИЦА ДЛЯ РАЗЛИВКИ СТАЛИ | 1973 |
|
SU383518A1 |
| ЗАЛИВОЧНОЕ УСТРОЙСТВО ЦЕНТРОБЕЖНЫХ МАШИН | 1972 |
|
SU415086A1 |
| УСТАНОВКА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЗАГОТОВОК | 1970 |
|
SU258536A1 |
| СПОСОБ ФУТЕРОВКИ ИЗЛОЖНИЦ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1972 |
|
SU349476A1 |
| Изложница для отливки многогранных слитков | 1982 |
|
SU1058710A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ТРЕЩИНОУСТОЙЧИВОСТИ | 1973 |
|
SU384068A1 |
| Установка для обслуживания центробежных машин | 1975 |
|
SU548365A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТРУБ | 1971 |
|
SU290523A1 |
| УСТРОЙСТВО ДЛЯ отливки ЧУШЕК | 1969 |
|
SU236722A1 |
ui 2
