Известна горизонтально-ленточная машина для ;разливк1И металла, выполненная в виде цепного конвейера с шарнирно иодвешенны.ми на его :цепи изложницами.
Предложенное устройство отличается телг, что оно снабжено вторым цепным конвейеро.м, имеющим серьги с фигурным вырезом, на которых шарнирно подвешены стержни, иричем изложница снабжена коническими выступам.и, а стержень Соответственно выполнен со впадинами.
Это позволяет .получить углубления на верхней поверхности чушек и точно согласовать скорости движения стерж«я и изложницы.
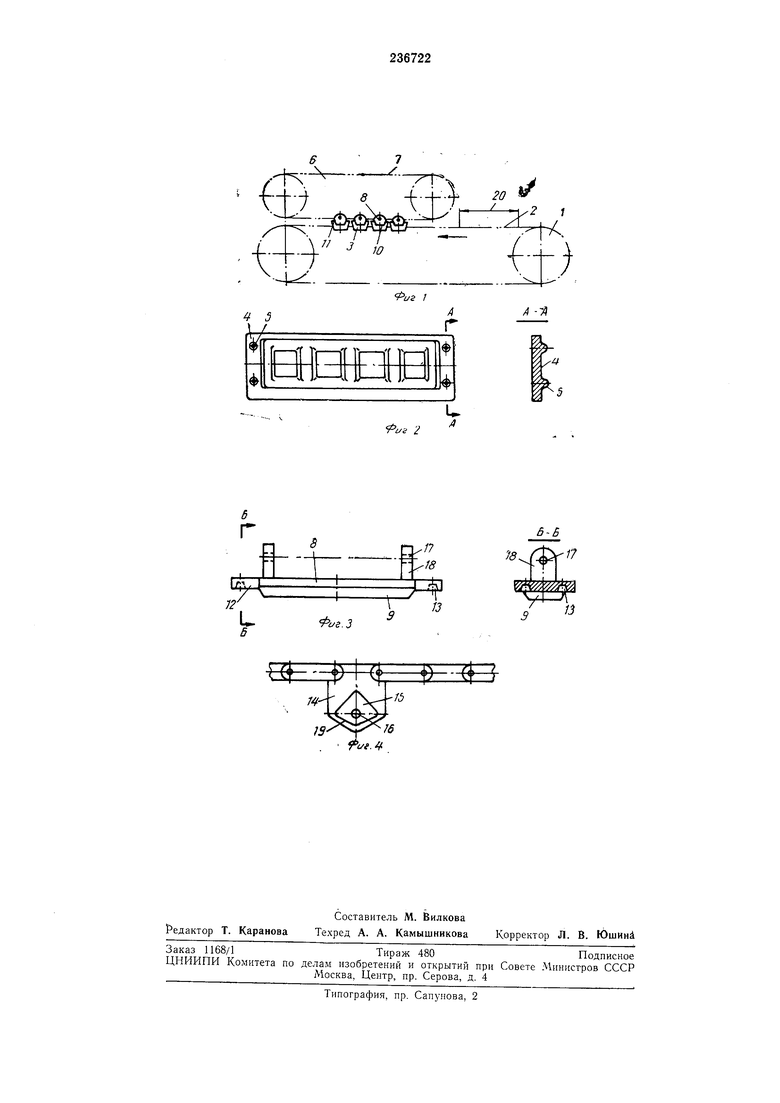
На фиг. 1 дана схема расположения литейного конвейера .и второго конвейера со стержнями; на фиг. 2 - изложница, вид в плане с разрезом по А-А; на фиг. 3 изображен стержень с Крепежными ушками с разрезом по Б-Б; на фиг. 4 показано сочленение стержня с цепью второго конвейера.
Устройство СОСТОИТ из литейного конвейера / е размещенными на его цепи 2 открытьши изложницами 3, на нерабочей поверхности 4 которых имеется четыре конических выстула 5.
Над литейным конвейером устанавливается второй конвейер 6, на цепи 7 которого подвешены Стержни 8. Нижняя рабочая часть 9 стержней является формообразующей, соответствующей форме углубления 10 на верхней
грани // новой формы . Па нерабоче поверхности J2 стержней выполнены четыре конических впадины 13, которые сопрягаются с соответствующими коническими выстуиами на изложнице. Па этой цени с шагом, равным шагу изложниц на литейном конвейере, установлены серьги М, имеющие фасонные прорези 15 (см. фиг. 1). Посредством этих прорезей и осей 16 стержни сопрягаются с цепью конвейера 6. С этой целью на стержнях предусмотрены отверстия 17, выполненные в ушках /6. Благодаря TOjvy, что две нижние Кром1ки 19 фасонной прорезп имеют уклоны к центру, ось 16 стержня всегда стре.мится занять нижнее иоложение. Скорость иеремещенпя стержней должна соответствовать скорости передвижения изложниц на литейном конвейере.
Конвейер 6 над KOHBeiiepOM 1 располагается с таким расчетом, чтобы на последнем оставался участок 20 для заливки излол ниц жидким металлом. Длина второго конвейера определяется, исходя из времени, необходимого для затвердевания отливаемой чушки при прпнятой рабочей скорости цепи литейного конвейера.
Отливка чушек на данном устройстве производится следующим образо.м. В то вре.мя, когда изложница с жидким .металлом уйдет за пределы участка 20, стержень, сходящий со звездочки конвейера 6, своей рабочей частью
9 начнет опускаться в жидкий металл в изложнице. Для получения гладкой поверхности углублении 10 и однородной структуры чушки в околостержневой зоне стержень иосле oiHyскания его в жидкий металл должен оставаться неподвижным относительно изложницы.
В иредлагаемом устройстве, нггчиная с момента иогружения стержневого знака в жид1КИЙ металл, происходит разрыв кинематической ОБяз.и цепи транспортера со стержнем, и иоследний перемещается посредством цепи литейного конвейера, покоясь на изложницах. Достигается это тем, что одновременно с погружением стержневого знака в жидкий металл начинается сочленение конических виадин 13 на -.стержне с соотвстствующи.ми коническими выступами 5 на изложнице, а ось 16, соединяющая серьгу 14 со стержнем, выходит из нижней части ирорези 15 и занимает положение согласно фиг. 4.
После застывания чушки стержень начинает выводиться из нее за счет изменения направления движения цеии 7 ири набегании ее нижней ветки на звездочКи конвейера 6. Вертикальное иеремещение стержня благодаря фигурному вырезу начинается несколько позднее, чем серьги 14 соединенной с цепью непог.редственно. Однако стержень беспрепятственно выходит из застывшей чушки. После отрыва стержня от чушки автоматически восстанавливается 1кинематическая связь стержня с цецью 7 транспортера. Пере.мещение стержня будет определяться движением цени.
Предмет изобретения
1.Устройство для отливки чушек, включающее неиной литейный конвейер с шарнирно
подвешенными изложницами, отличающееся тем, что, с целью получения углублений на верхней иоверхности чушек, оно снабжено вторым цепным конвейером, имеющим серьги с ()игурным вырезом, на которых щарнирно цоднешены -стержни.
2.Устройство по п. 1, отличающееся тем, что, с целью согласования скоростей движения изложницы и стержня, -изложница снабжена коническими выступами, а стержень соответст1 ецио выполнен -со впадинами.
Ч 5 /
/ -7
ЕЮ
5 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических чушек | 1983 |
|
SU1148696A1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 2024 |
|
RU2840502C1 |
| Пакетируемая металлическая чушка | 1990 |
|
SU1776487A1 |
| ПАКЕТИРУЕМАЯ МЕТАЛЛИЧЕСКАЯ ЧУШКА | 1995 |
|
RU2083315C1 |
| КОМПЛЕКС ЗАЛИВКИ ЖИДКОГО МЕТАЛЛА В ИЗЛОЖНИЦЫ НА КОНВЕЙЕРЕ | 2014 |
|
RU2578272C1 |
| Устройство для укладки в пакет металлических чушек | 1982 |
|
SU1066922A1 |
| МАШИНА ДЛЯ РАЗЛИВКИ ЖИДКИХ ЦВЕТНЫХ МЕТАЛЛОВ | 1970 |
|
SU265394A1 |
| Установка для литья чушек | 1983 |
|
SU1088867A1 |
| Карусельная машина для отливки чушек | 2019 |
|
RU2701227C1 |
| Разливочная машина для отливки чушек | 1981 |
|
SU1105273A1 |