Известен снособ сборки сердечника статора турбогенератора, железо магнитопровола которого собрано внутри рамы на нр.измах, расположенных по образующим наружной поверхности магнитонровода и стянуто в осевом направлении фланцами.
По предлагаемому способу для увеличения жесткости сердечника шихтовку сегментов железа производят на .предварительно установленные призмы, укладываемые сегменты магнитопровода подпрессовывают и закрепляют фланцами, затем поверхности приз.м, перпенднкуляреые радиальным направлениям, приваривают к раме, после чего к ней приваривают боковые поверхности указанных призм.
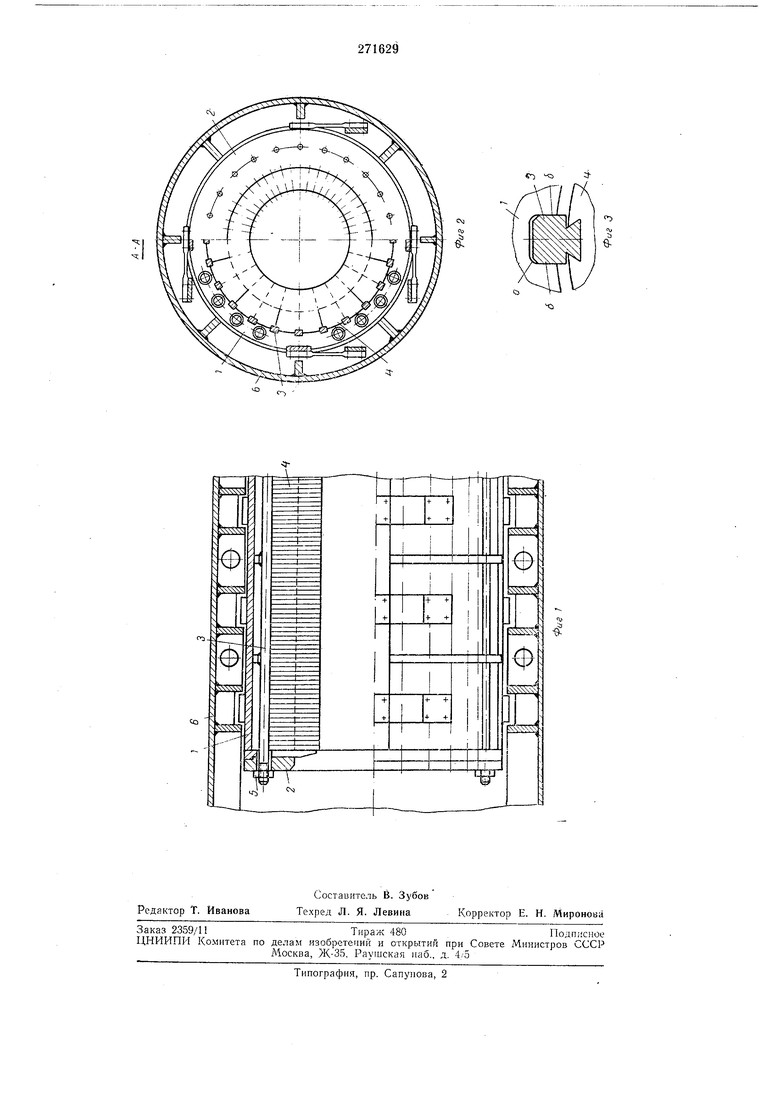
Па фиг. 1 показан .продольный разрез турбогенератора, собранного по предлагаемому способу; на фиг. 2 - его поперечный разрез; на фиг. 3 - поперечное сечение призмы, приваренной к поперечным ребрам рамы.
Раму сердечника / накладывают торцовой частью на один из наж.имных фланцев 2. После этого устанавливают в его отверстия призмы 3, временно закрепляя их в вертикальном положении. Надевают второй нал имной фланец, точно расставляя призмы по диаметру и шагу. Производят шихтовку сердечника, соединяя сегменты железа магнитопровода 4 с призмами. Через определенные промежутки сегменты л елеза магнитопровода подпрессовывают.
Когда нашихтовано примерно 5/6 заданной длины сердечника, снимают верхний нал имной фланец и производят шихтовку сердечника до заданного размера. Окончательно опрессовывают сердечник статора, устанавливают верхний нажимной фланец и окончательно закрепляют сердечник в аксиальном направлении (затягивают гайки 5, установленные на концах прнзм, с заданной силой). Поверхности а призм (см. фаг. 3), перпендикулярные радиальным направлениям, приваривают к раме 1, а боковые поверхности б призм приваривают к раме во вторую очередь. Позицией 6 обозначен корпус статора.
15
Предмет изобретения
Способ сборки сердечника статора турбогенератора путем шихтовки сегментов железа
внутри рамы на призмах, расположенных по образующим нарул:ной поверхности магнитопровода и стяжкой пакета фланцами, отличающийся тем, что, с целью увеличения жесткости сердечника, шихтовку сегментов железа
производят на предварительно установленные призмы, укладываемые сегменты магнитопровода подпрессовывают и закрепляют фланнами, затем поверхности призм, перпендикулярные радиальным направлениям, приваривают
CM
ч I
« -о
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА ТУРБОГЕНЕРАТОРА | 1972 |
|
SU430469A1 |
| Статор электрической машины | 1975 |
|
SU556539A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU397998A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1969 |
|
SU243035A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1969 |
|
SU246646A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1971 |
|
SU307462A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1971 |
|
SU318123A1 |
| Статор электрической машины | 1982 |
|
SU1077014A1 |
| Способ изготовления статора электрической машины | 2016 |
|
RU2652088C1 |
| Способ сборки статора электри-чЕСКОй МАшиНы | 1973 |
|
SU803084A1 |