1
Изобретение относится к технологии изготовления сердечника статора турбогенератора и может быть использовано в электромашиностроении.
По основному авт. св. № 271629 известен способ сборки сердечника статора турбогенератора путем шихтовки сегментов железа внутри рамы на призмах, расположенных по об.разуюшим и наружной поверхности .мапнн-.. топровода и стяжкой пакета фланцами. Шихтовку сегментов железа производят на пред-. варительно установленных призмах, укладываемые сегменты магнитопровода подпрессовывают и закрепляют фланцами, затем поверхности призм, перпендикулярные радиальным направлению, приваривают к раме, после чего к ней приваривают боковые поверхности указанных призм.
Целью изобретения является увеличение жесткости сердечника статора.
Указанная цель достигается тем, что перед приваркой призм к раме призмы прижимают в радиальном направлении к сердечнику статора.
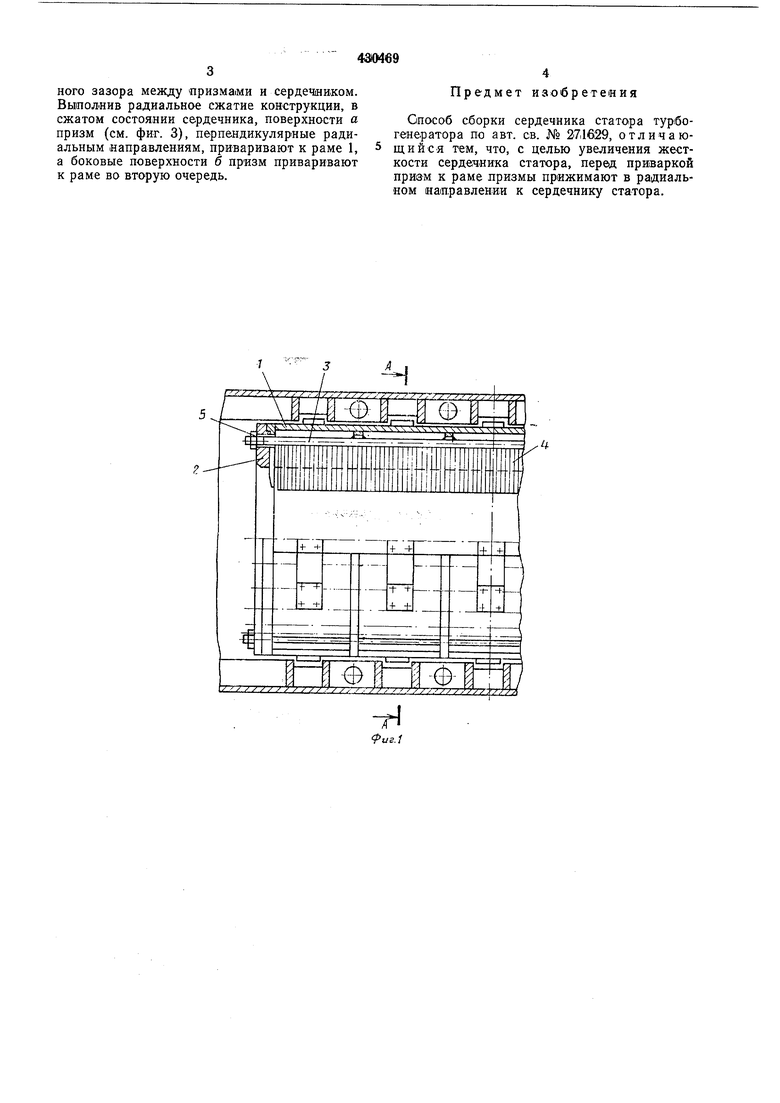
На фиг. 1 изображен турбогенератор собранный по предлагаемому способу, продольный разрез; на фиг. 2 - разрез по А - А на фиг. 1; на фиг. 3 - поперечное сечение призмы; на фиг. 4 - продольный разрез призмы в .месте приложения усилия.
Раму 1 сердечника накладывают торцовой частью на один из нажимных фланцев 2.
После этого устанавливают в его отверстия призмы 3, временно закрепляя их в вертикальном положении. Надевают второй нажимной фланец, точно расставляя призмы по диаметру и шагу. Производят шихтовку сердечника, соединяя сегменты железа магнитопровода 4 с призмами 3. Через определенные промежутки сегменты магнито провод а 4 подпрессовывают. Когда нашихтовано примерно 5/6 заданной длины сердечника, снимают
верхний нажимной фланец и производят шихтовку сердечника до заданного размера. Окончательно опрессовывают сердечник статора, устанавливаю г верхний нажимной фланец и окончательно закрепляют сердечник в аксиальном направлении (затягивают гайки 5, установленные на концах призм) с заданной силой. Затем призмы равномерно вдоль всей длины прижимают в радиальном направлении (см. фиг. 4) к сердечнику с силой Р заданной величины одним из известных способов, например при помощи технологических ежей или домкратов. При этом величина натяга должна быть больше величины возможных деформаций сердечника, чтобы в процессе работы исключить возникновение радиальHoro зазора между призмами и сердечником. Выполнив радиальное сжатие конструкции, в сжатом состоянии сердечника, поверхности а призм (см. фиг. 3), перпендикулярные радиальным направлениям, приваривают к раме 1, а боковые поверхности б призм приваривают к раме во вторую очередь.
Предмет изобретения
Способ сборки сердечника статора турбогенератора по авт. св. № 271629, отличающийся тем, что, с целью увеличения жесткости сердечника статора, перед приваркой призм к раме призмы прижимают в радиальном направлении к сердечнику статора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА ТУРБОГЕНЕРАТОРА | 1970 |
|
SU271629A1 |
| Статор электрической машины | 1975 |
|
SU556539A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1973 |
|
SU387483A1 |
| СТОПОРНЫЙ ЭЛЕМЕНТ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2013 |
|
RU2530014C1 |
| Статор электрической машины | 1982 |
|
SU1077014A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ЖЕЛЕЗА i | 1971 |
|
SU310331A1 |
| Способ сборки статора электри-чЕСКОй МАшиНы | 1973 |
|
SU803084A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1971 |
|
SU307462A1 |
| Статор электрической машины и способ его сборки | 1981 |
|
SU1030914A1 |
| Устройство для моделирования электромагнитного поля | 1981 |
|
SU1007029A1 |

иг.5
игЛ
