Изобретение относится к области непрерывной разливки металла на установках, содержащих валки-юристаллизаторы для производства металлических лент (нолос).
Для подвода металла в валки-кристаллизаторы используют линейные насадки, в средней части которых в неносредственной близости от выходной щели установлен рассекатель. Однако такие устройства для подвода металла вследствие неудовлетворительных гидродинамических характеристик ограничивают скорость разливки, приводят к возникновению турбулентного режима движения потока расплава, что ведет к появлению песлитин и других дефектов в получаемой ленте. Кромка ленты получается, как правило, с трепдипами, что исключает возможность дальнейшей нрокатки.
Целью настоящего изобретения является выравнивание скорости и температуры потока расплава, а также повышение скорости разливки.
Это достигается тем, что рассекатели установлены в разливочной емкости, объем которой превышает объем насадки не менее, чем в четыре раза. Кроме того, на корпусе насадки у ее выходной части выполнены выступы пз антифрикционного материала.
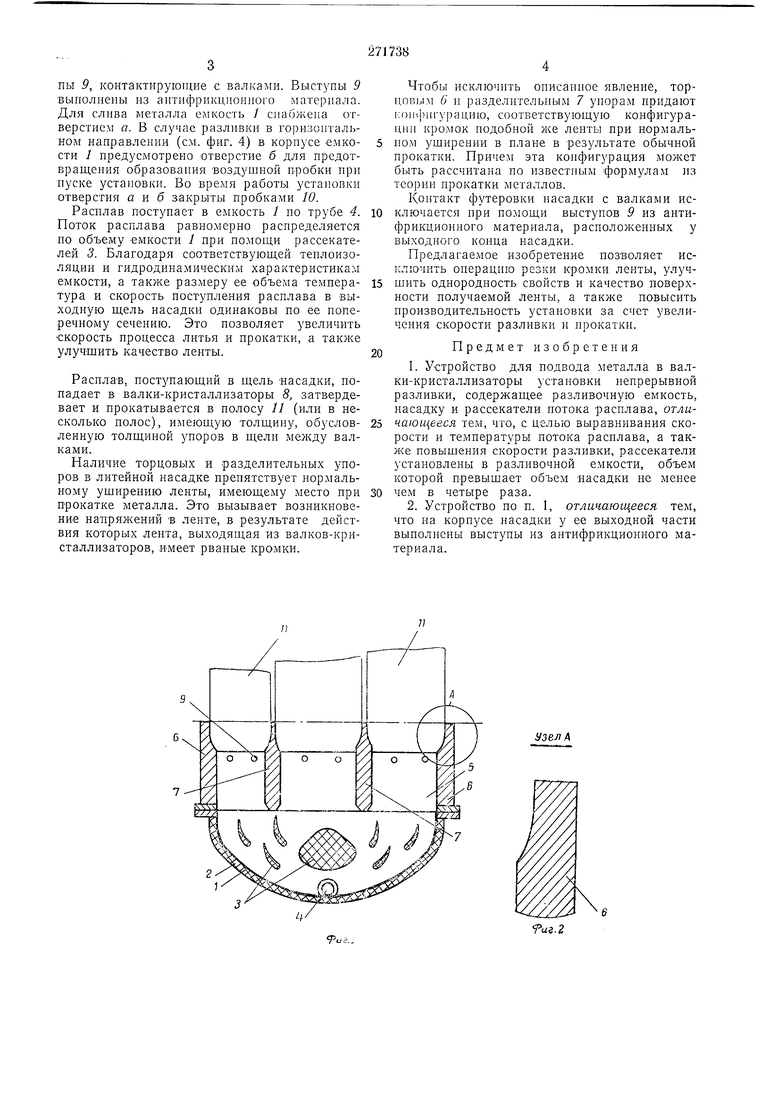
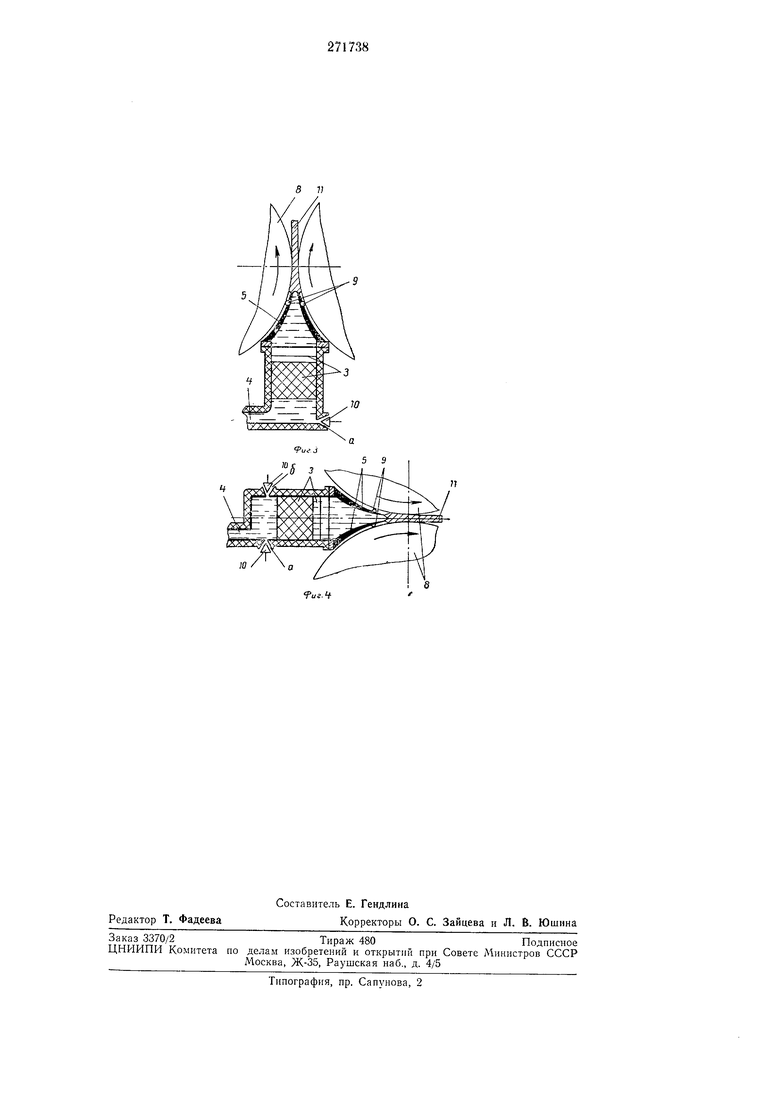
поперечный разрез устройства; на фиг. 4 - устройство при подаче металла сбоку, продольный разрез.
Разливочная емкость / меет корнус из жаропрочного материала с нониженной теплопроводностью, футерованного изиутри. Снаружи корпус покрыт слоем теплоизолирующего материала 2. Внутри емкости 1 имеются рассекатели 3 для распределения потока расплава, поступающего по трубе 4.
оПптейная насадка представляет собой пластины 5 из жаропрочного малотеплопроводного материала, футерованные листовым асбестоА (или друпвг теплонзоляцион)ым материалом) и ограниченные с боков торцовыми упорами 6 и разделительными упорами 7, выполиеииыми из антифрикционного и жаропрочного материала. Разделительные упоры 7 устанавливаются в случае, когда требуется получить одновременно несколько лент. Упоры 5 и 7 в плоскостп (полосы имеют конфигурацию, показанную на фиг. 3), обеспечивающую получение качествоп ой кромки. В плоскости, нормальной новерхности валков-крнсталлнзаторов 8, упоры имеют конфнгурацню, соответствующую размером валков-кристаллизаторов с целью плотного нрт1легания к валкам.
пы 9, контактируютцие с валками. Выступы 9 выполнены из аитифрикционлого материала. Для слива металла емкость / снабжена отверстием а. В случае разливки в горизонтальном направлении (см. фиг. 4) в корнусе емкости / предусмотрено отверстие б для предотвращения образования -воздушной пробки при пуске установки. Во время работы установки отверстия а н б закрыты пробками 10.
Раснлав поступает в емкость / по трубе 4. Поток расплава равномерно распределяется по объему емкости I при помощи рассекателей 5. Благодаря соответствующей теплоизоляции и гидродинамическим характеристикам емкости, а также размеру ее объема температура и скорость поступления расплава в выходную щель насадки одинаковы по ее поперечному сечению. Это позволяет увеличить скорость процесса литья и прокатки, а также улучшить качество ленты.
Расплав, поступающий в щель насадки, попадает в валки-кристаллизаторы 8, затвердевает и прокатывается в полосу // (ли. в несколько полос), имеющую толщину, обусловленную толщиной упоров в щели между валками.
Наличие торцовых и разделительных упоров в литейной насадке препятствует нормальному уширению ленты, имеющему место при прокатке металла. Это вызывает возникновение напряжений Б ленте, в результате действия которых лента, выходящая из валков-кристаллизаторов, имеет рваные кромки.
Чтобы исключить описаииое явление, торцовым 6 и раздел1ггельиым 7 унорам придают конфигурацию, соответствующую конфигурации кромок иодобиой же ленты нри нормальном уширении в плане в результате обычной прокатки. Причем эта конфигурация может быть рассчитана но известным формулам из теории прокатки металлов.
Контакт футеровки насадки с валками исключается при помощи выступов 9 из антифрикционного материала, расположенных у выходного конца насадки.
Предлагаемое изобретеиие позволяет исключить операцию рез(и кромки ленты, улучшить однородность свойств и качество поверхности получаемой ленты, а также повысить производительность установки за счет увеличения скорости разливки и прокатки.
Предмет изобретения
1.Устройство для подвода металла в валки-кристаллизаторы установки непрерывной разливки, содержащее разливочную емкость, насадку и рассекатели потока раснлава, отличающееся тем, что, с целью выравнивания скорости и температуры потока расплава, а также повышения скорости разливки, рассекатели установлены в разливочной емкости, объем которой превышает объем «асадки не менее чем в четыре раза.
2.Устройство по п. 1, отличающееся тем, что на корпусе насадки у ее выходной части выполнены выступы из антифрикционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКИ-КРИСТАЛЛИЗАТОРЫ | 1970 |
|
SU263086A1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| Устройство для разливки расплава | 1981 |
|
SU1081897A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2009 |
|
RU2426620C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| КОМБИНИРОВАННЫЙ БЕССТОПОРНЫЙ ПРОМЕЖУТОЧНЫЙ КОВШ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК ДЛЯ ВАКУУМИРОВАНИЯ РАСПЛАВА МЕТАЛЛА В ПОТОКЕ ПРИ РАЗЛИВКЕ ЕГО ПО ОТДЕЛЬНЫМ КРИСТАЛЛИЗАТОРАМ | 1999 |
|
RU2162768C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2007 |
|
RU2380191C2 |
| СИСТЕМА ЛИТЬЯ И СПОСОБ РАЗЛИВКИ РАСПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2004 |
|
RU2373019C2 |
| Устройство для подвода расплавленного металла в кристаллизатор | 1978 |
|
SU717831A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ СТАЛЬНЫХ ПОЛОС | 2010 |
|
RU2422241C1 |
Узел д
fas. 2
fus.
