Изобретение относится к металлзфгии, конкретнее к установкам непрерывной разливки металлов. Известно устройство для подвода расплав ленного металла в литейную канавку кристаллизатора, представляющее собой фу терованную огнеупором емкость, располагаемую над кристаллизатором. Приемная ванна емкости имеет порог, за котсфым располагается насадка, подводящая расплав к литейной канавке кристаллизатора 1. Одним из существенных недостатков устройства является подача в кристаллизатор расплава из верхних слоев, имеющих ся в приемной ванне. Эти слои, как правило, загрязнены различного рода неметаллическими включениями (частицы футеровк окисные плены и т.д.), попадающими затем вместе со струей в канавку кристалли затора и ухудшающими впоследствии качест во получаемой литой заготовки. Другим существенным недостатком этого устройства является то, что при движении по насадке (фактически по наклонной плоскости) с относительно большой высоты струя расплава приобретает дополнительную Скорость, в результате чего движение по литейной канавке расплава, постзшающего из разливочного устройства, сопровождается образованием гидравлического прыжка и возникновением в литой заготовке дефек тов, характерных для такого движения стр расплава. Как известно из курсов гидравлики в зоне гидравлического прыжка происходит захватывание жидкостью пузырьков воздуха и замешивание их в глубину потока. При движении металлических расплавов захват потоком пузырьков воздуха приводит к. образованию большого количества газовых раковин, пор и часто окислов в верхней части отливки, ухудщающих качество получаемой литой заготовки. В тех , когда ползчаемая в карусельном кристаллизаторе заготовка предназначена для последующей обработки давлением, дефектную поверхность приходится удалять с помощью фрезеровки или строжки, что приводит к существенному (на 6-10%) снижению выхода годного. I. . Цель изобретения - создание устройства для подачи расплава, позволяющего устранить отмеченные выше недостатки при вводе расплава в литейную канавку кристаллизатора, что позволит при получении заготовок, предназначенных для последующей обработки давлением, за счет улучшения их качества ликвидировать операции 1« механического удаления дефектной верхней части и увеличить выход годного. Это достигается тем, что в предлагаемом устройстве насадка встроена в днище промежуточной емкости горизонтально, причем рабочий канал насадки состоит из двух участков: площадь поперечного сечения первого участка, соединенного калиброванным отверстием с внутренней полостью промежуточной емкости, в 1,5-2 раза превышает площадь поперечного сечения литейной канавки кристаллизатора, а длина его равна. 1,5-2 высотам литейной канавки кристаллизатора, площадь поперечного сечения второго участка равна площади поперечного сечения литейной канавки и длина равна 4-8 высотам литейной канавки кристаллизатора. На чертеже представлено предлагаемое устройство, продольный разрез. Устройство для подвода расплава в кристаллизатор содержит промежуточную емкость 1, внутри футерованную огнеупором и выполненную из огнез юра насадку 2 с калиброванным отверстием, соединяющим промежуточнзто емкость 1 с внутренним каналом насадки 2. Насадка 2 зафутерована горизонтально в днище промежуточной емкости 1. Внутренний горизонтальный рабочий канал насадки 2 состоит из дв)тс участков. Участок Д имеет площадь поперечного сечения, в 1,5-2 раза превышающую площадь поперечного сечения литейной канавки кристаллизатора и длину, равную 1,5-2,0 высотам литейной канавки кристаллизатора, а стыкующийся с ним участок 6 имеет площадь поперечного сечения, равную площади поперечного сечения литейной канавки и длину, в 4-8 раз превышающую высоту (глубину) литейной канавки кристаллизатора. При соотнощениях площадей и длин злементов насадки меньше установленньк пределов возрастает энергия потока, заполнение канавки становится турбулентным. При превьпиении граничных значений увеличиваются габаритные размеры насадки, что, в свою очередь, приводит к повышенН(эму расходу огнеупорных материалов, увеличению трудозатрат на изготовление насадок. Промежуточная емкость 1 расположена максимально низко над карусельным кристаллизатором 3. Устройство работает следующим образом. Поступающая из летки печи 4 (или миксера), струя расплава попадает в промежуточную емкость 1, где в течение всей продолжительности процесса литья поддерживается постоянным уровень расплава.
Через входное отверстие насадки 2 расплав попадает последовательно в участкии
Ь внутреннего канала насадки 2, а выйдя из насадки 2 - в литейную канавку 5 карусельного кристаллизатора 3.
Благодаря размещению насадки 2 в днище приемной ванны 1 в литейную канавку кристаллизатора поступают свободные от различного рода неметаллических включений слои расплава, так как при выполнении калиброванного отверстия и внутреннего канала «асадки ,в зависимости от производительности литейной машины и отливаемого металла (сплава) поддерживают уровень расплава в приемной ванне, достаточный для всплывания неметаллических включений, что, в свою очередь, исключает их затягивание со струей расплава в литейную канавку.
На участке и внутреннего рабочего кана;1а насадки 2, играющем роль своеобразного зумпфа, осуществляется гащение скорости вертикальной струи расплава, поступающей в канал через калиброванное отверстие из промежуточной емкости 1, и изменение направления ее движения на горизонтальное; на втором участке Ь движущийся поток
имеет поперечное сечение, равное по площади поперечному сечению литейной канавки кристаллизатор1а, что позволяет при выбранных размерах внутреннего канала насадки и уровне рйсплава в приемной ванне иметь скорость потока на выходе из насадки 2, равную линейной скорости движения карусельного кристаллизатора.
При таких условиях заполнение расплавом рабочей канавки кристаллизатора будет спокойным, без образования гидравлического прыжка.
Обеспечение спокойного, без гидр влического прыжка, заполнения расплавом рабочей канавки 5 карусельного кристаллизатора 3 дает возможность получения литой заготовки не имеющей в верхней части пор и раковин, благодаря чему такую заготовку не надо подвергать механической обработке (строжке или фрезеровке) перед последующей обработкой давлением. Это имеет важное значение в процессах, совмещающих непрерывное литье в карусельный кристаллизатор с прокаткой литой заготовки на катанку, и, особенно, при производстве катанки из цветных металлов и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| СПОСОБ ЛИТЬЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ ИЛИ МАГНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2762692C1 |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ НАМОРАЖИВАНИЕМ ТОНКОСТЕННЫХ ТРУБ | 1997 |
|
RU2133171C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 1995 |
|
RU2089335C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
| Установка для горизонтального непрерывного литья и прессования металла методом конформ | 2018 |
|
RU2709309C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149730C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1990 |
|
SU1729686A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
УСТЮЙСТВО ДЛЯ ПОДВОДА . РАСПЛАВЛЕННОГО МЕТАЛЛА В КРИСТАЛЛИЗАТОР, содержащее футерованную промежуточную емкость и насадку из огнеупорного материала, отличающееся тем, что, с целью повышения качества литой заготовки, насадка встроена в днище промежуточной емкости горизонтально, причем рабочий канал насадки состоит из двух участков, площадь поперечного сечения первого участка, соединенного калиброванным отверстием с внутренней полостью промежуточной емкости, в 1,5—2 раза превышает площадь поперечного сечения литейной канавки кристаллизатора, а длина .его равна 1,6-2,0 высотам литейной канавки кристаллизатора, площадь поперечного сечения второго участка равна площади поперечного сечения литейной канавки и длина равна 4—8' высотам литейной канавки кристаллизатора.О);5Ш* «I f№®iJy5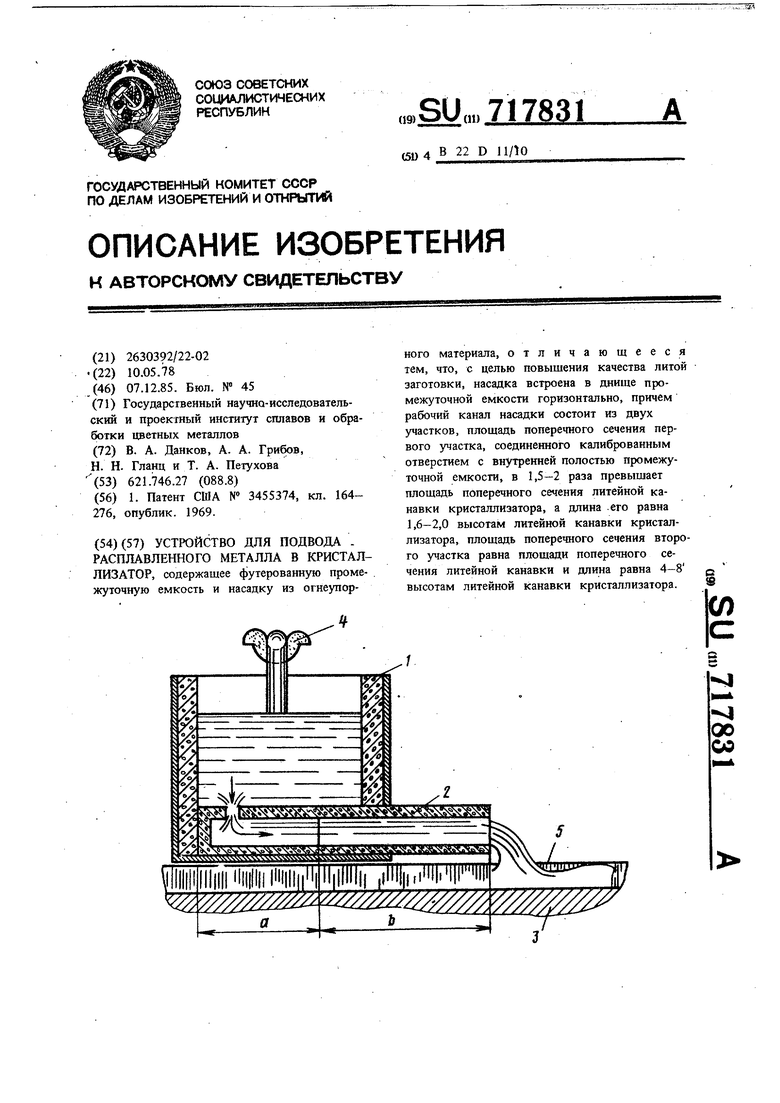
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США N" 3455374, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
